2026-04-20
В связи со стремительным ростом рынков электромобилей и систем хранения энергии, плотность энергии, срок службы и безопасность литиевых батарей стали предметом пристального внимания в условиях конкуренции в отрасли. Поскольку в качестве основных материалов для анодов используются искусственный и природный графит, их электрохимические характеристики в значительной степени зависят от качества процесса графитизации. Графитизация – это не только процесс преобразования аморфного углерода в упорядоченные кристаллы графита, но и определение ключевых показателей, таких как степень графитизации, плотность дефектов и содержание примесей в конечном материале анода, что напрямую влияет на срок службы батареи.
В реальном производстве два ключевых параметра процесса — максимальная температура обработки и вакуум в печи — часто являются залогом успеха или неудачи. Достаточно ли высока и равномерна ли температура? Может ли вакуум эффективно удалять примеси? В этой статье мы начнем с механизма, подробно проанализируем, как температура и вакуум влияют на срок службы анодных материалов, и, используя передовые возможности нашей компании в области управления высокотемпературными печами для графитизации и вакуумными печами для спекания, продемонстрируем, как точные термические процессы могут повысить стабильность качества продукции.
")
Графитизация — это, по сути, процесс перегруппировки атомов углерода из неупорядоченной, случайной слоистой структуры в трехмерную, упорядоченную слоистую структуру графита (укладка ABAB) под воздействием высокой температуры.
Типичный технологический процесс включает в себя: загрузку → вакуумирование/замену атмосферы → нагрев (дегазация) → высокотемпературную графитизацию → выдержку → охлаждение → выгрузку .
Ключевые параметры процесса включают:
Максимальная температура обработки: напрямую определяет степень графитизации.
Скорость нагрева: влияет на термические напряжения и микротрещины.
Время выдержки: обеспечивает достаточное развитие кристаллов.
Уровень атмосферы/вакуума: контролирует испарение примесей и окисление поверхности.
Скорость охлаждения: влияет на внутреннее напряжение и предел текучести.
К основным показателям эффективности графитизации относятся: степень графитизации (преобразованная из межслоевого расстояния d002, измеренного методом рентгеновской дифракции), удельная площадь поверхности (BET), содержание золы/примесей, плотность микродефектов, а также начальная кулоновская эффективность и срок службы при тестировании дисковых элементов питания.
")
3.1 Взаимосвязь между степенью графитизации и циклической стабильностью
При недостаточных температурах углеродные слои дезорганизуются, что приводит к большому межслоевому расстоянию (d002) (>0,337 нм). Во время внедрения/извлечения лития графитовый слой подвергается резкому объемному расширению/сжатию, что легко приводит к расслоению и измельчению после многократных циклов, вызывая быстрое снижение емкости. Напротив, при температуре 2800–3000℃ степень графитизации может достигать более 95%, а d002 приближается к идеальному размеру графита 0,3354 нм, что значительно повышает структурную стабильность и снижает необратимую потерю емкости.
Эмпирические данные: После графитизации при 2950℃ один производитель анодов добился увеличения сохранения емкости на 12–15 процентных пунктов после 500 циклов по сравнению с продуктами, выращенными при 2600℃.
3.2 Роль высоких температур в заживлении дефектов
Оборванные связи, вакансии, дислокации и другие дефекты на краях углеродного слоя являются «точками зарождения» для чрезмерного роста пленки SEI. Высокотемпературная термообработка обеспечивает энергию, вызывая диффузию и перегруппировку атомов углерода, что значительно снижает концентрацию дефектов. Уменьшение количества дефектов означает меньшее потребление ионов лития во время первого цикла заряда и разряда, что повышает начальную эффективность. Одновременно снижаются побочные реакции во время циклирования, межфазное сопротивление возрастает медленнее, и срок службы естественным образом увеличивается.
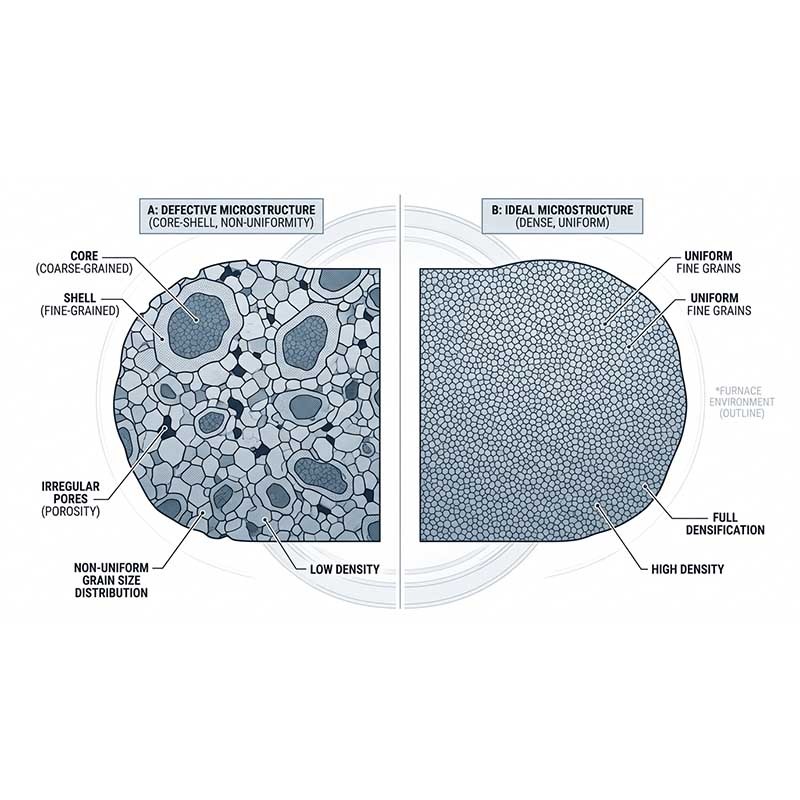
3.3 Локальный перегрев или недогрев из-за неравномерности температуры
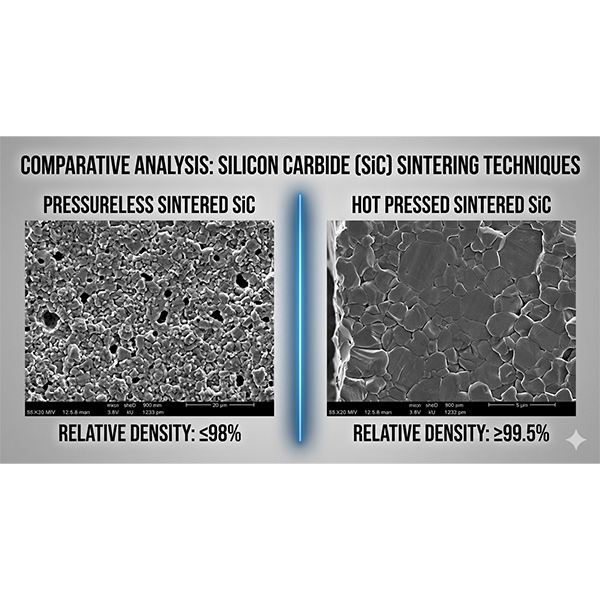
Если равномерность температурного поля в промышленной печи для графитизации низкая, температура в зоне материала вблизи нагревательного элемента будет слишком высокой (перегрев), что потенциально может привести к образованию побочных продуктов — карбида кремния (SiC) — или к искажению кристаллической решетки графита; температура в областях, удаленных от источника тепла, будет слишком низкой (недостаточный нагрев), что приведет к недостаточной графитизации. Низкая стабильность от партии к партии приведет к трудностям при сборке ячеек для заказчиков.
Наше решение для графитизационных печей: благодаря использованию многозонных нагревательных элементов с независимым регулированием температуры, оптимизированной конструкции печи и высокоэффективных теплозащитных экранов, эффективная разница рабочих температур внутри печи может контролироваться в пределах ±15℃ , обеспечивая равномерные результаты термообработки для каждого анодного материала.
4.1 Вакуумное удаление: снижение содержания примесей
Сырой кокс или игольчатый кокс часто содержит примеси, такие как Na, Ca, Fe, S и Cl. В условиях высоких температур и высокого вакуума (например, степень вакуума <100 Па) давление паров этих примесей значительно выше, чем у углерода, что приводит к их испарению из твердого вещества и выходу через вакуумный насос. Металлические примеси, такие как Fe и Co, катализируют разложение электролита и осаждаются на поверхности анода, ускоряя повреждение SEI-пленки; щелочные металлы, такие как Na и Ca, могут вызывать локальные аномалии перенапряжения. Графитизация в высоком вакууме может снизить содержание золы с сотен ppm до менее 50 ppm, увеличивая срок службы более чем на 30%.
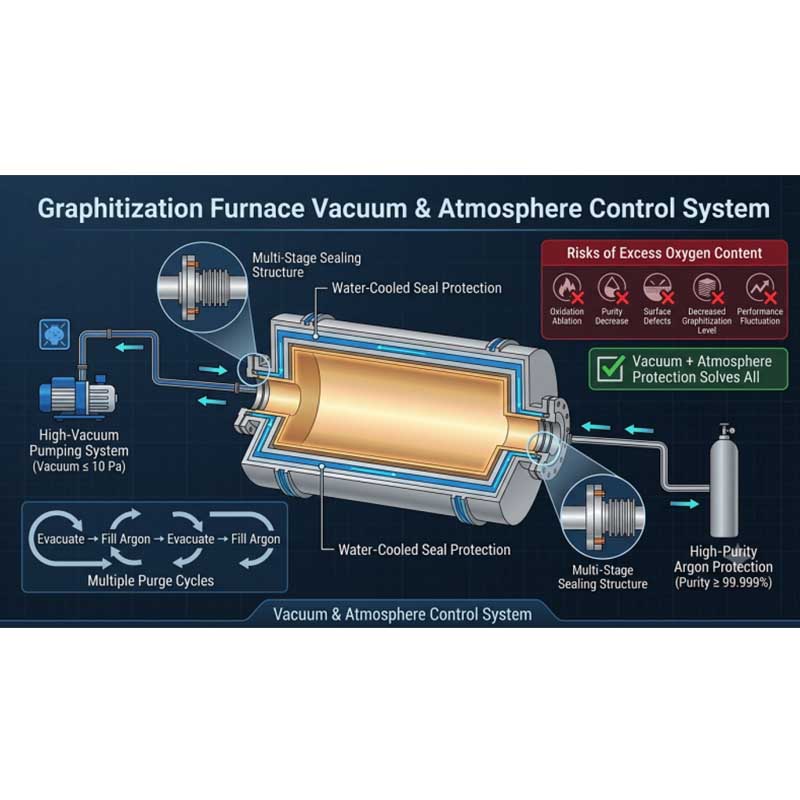
4.2 Предотвращение окисления и контроль поверхностных дефектов
Даже при высоких температурах следовые количества кислорода или водяного пара могут окислять поверхность графита, образуя кислородсодержащие функциональные группы, такие как –OH и –COOH. Эти функциональные группы подвергаются необратимым реакциям во время начального внедрения лития, образуя более толстую пленку SEI, потребляя активный литий и увеличивая сопротивление переносу заряда. Окисления можно полностью избежать, поддерживая высокий вакуум (≤10 Па) или слегка избыточное давление в атмосфере высокочистого аргона. Наша вакуумная печь для спекания оснащена системой высоковакуумного откачивания (предельный вакуум ≤1 Па ) и может гибко переключаться между вакуумом и атмосферой в соответствии с требованиями процесса на разных этапах.
4.3 Влияние вакуума и скорости дегазации на слоистые структуры
Следует отметить, что при слишком низком вакууме и слишком высокой скорости откачки водяной пар и органические вещества, адсорбированные между слоями углерода, мгновенно десорбируются, потенциально вызывая локальные скачки давления, которые приводят к растрескиванию частиц или межслойному расслоению. Поэтому сегментированное управление вакуумом имеет решающее значение: медленная вакуумировка на низкотемпературном этапе (<500℃), поддержание высокого вакуума для дегазации в диапазоне 500–1200℃ и переключение на слегка избыточное давление в инертной атмосфере на высокотемпературном этапе. Наше оборудование поддерживает многосегментные настройки программы вакуума/атмосферы и позволяет настраивать кривые откачки для различных сырьевых материалов.
5.1 Выбор и предварительная обработка сырья
Кокс/игольный кокс: содержание летучих веществ контролируется на уровне 8–12%, содержание золы <0,5%, содержание серы <0,3%.
Предварительная карбонизация: Сырье подвергается предварительной карбонизации в вакуумной печи для спекания при температуре 800–1200℃ для удаления большей части летучих веществ и влаги, что позволяет избежать интенсивного выброса газов в печи для графитизации.
Контроль размера частиц: D50 = 10–20 мкм; чрезмерно мелкий порошок склонен разлетаться в вакууме.
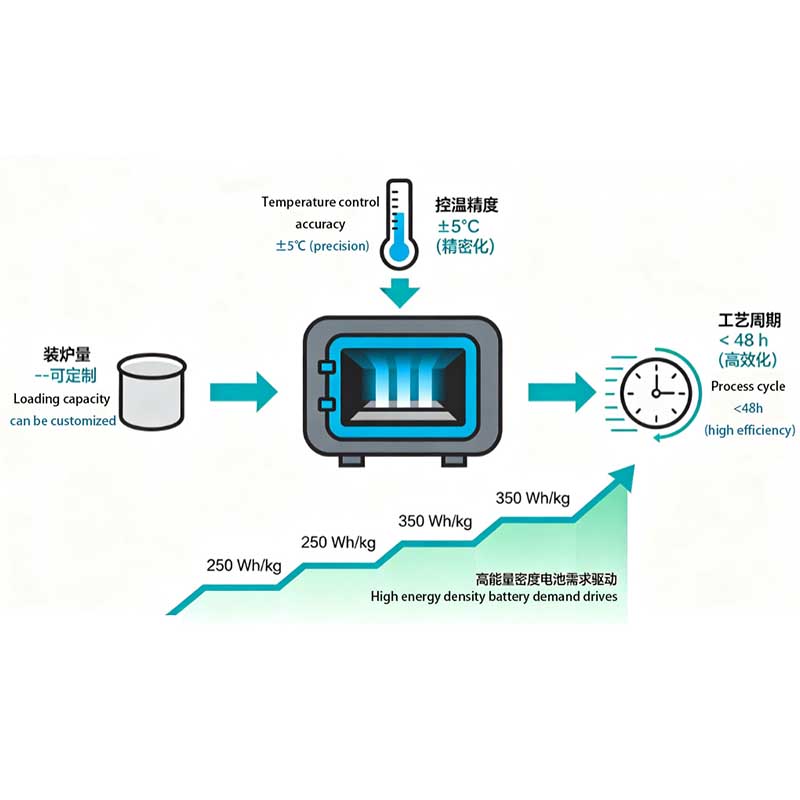
5.2. Разработка кривой процесса спекания (рекомендуемая схема)
| Этапы | Диапазон температур | Вакуум / Атмосфера | Скорость нагрева | Эффект |
| Предварительный нагрев и дегазация | Комнатная температура ~600 ℃ | Низкий вакуум
(~10³ Па ) |
2–5 ℃ /мин | Удаляет адсорбированную воду и некоторые летучие вещества. |
| Вакуумная термообработка | 600~1200 ℃ | Высокий вакуум
(≤10 Па) |
3–6 ℃ /мин | Глубокое удаление примесей и предварительная графитизация |
| Высокотемпературная графитизация | 1200~
2900 ℃ |
Аргон под небольшим избыточным давлением
(100~300 Па) |
5–8 ℃ /мин | Идеальная кристаллическая структура предотвращает сублимацию графита. |
| сохранение тепла | 2900 ℃ X2~4 ч | Аргон под небольшим избыточным давлением | Постоянная температура | Равномерная графитизация степени |
| Охлаждение | 2900 ℃ -- Температура в помещении | Циркуляция охлаждающего аргона | Управляемый | Снижает термическое напряжение и предотвращает окисление. |
5.3 Контроль качества и обратная связь
Степень графитизации: определяется методом рентгеновской дифракции (XRD ), требование ≥93% (высший класс ≥96%).
Удельная площадь поверхности: по методу BET, контролируется в пределах 1–3 м²/г; чрезмерно большая площадь поверхности приводит к большему количеству побочных реакций.
Содержание примесей: ICP-OES, Fe <20 ppm, другие металлы <10 ppm.
Электрохимическая оценка: Для дисковых элементов считается, что сохранение емкости составляет >85% после 500 циклов при 0,2C/0,5C. квалифицированный.
Система замкнутого контура обработки данных: результаты испытаний передаются в базу данных процесса для оптимизации сочетания температуры и вакуума.
6.1 Печь для графитизации при сверхвысокой температуре
")
Максимальная температура : до 3000℃~3200℃, что соответствует требованиям к графитизации высококачественного искусственного графита и кремний-углеродных композитных материалов.
Равномерность температурного поля : многозонный нагрев + нагревательный элемент из высокочистого графита, эффективная разница температур ≤ ±15℃ .
Энергосберегающая конструкция : благодаря многослойной композитной изоляционной структуре достигается баланс между высокой термостойкостью, низким газовыделением, высокой вакуумной герметизацией и высокоэффективной изоляцией, что повышает тепловую эффективность более чем на 30%. Использование источников питания на основе IGBT позволяет экономить примерно на 15% больше энергии, чем традиционные тиристорные источники питания. Кроме того, устройство отличается меньшим количеством высокочастотных гармоник, меньшим загрязнением сети и высоким коэффициентом мощности, что гарантирует отсутствие помех для работы электронного оборудования.
Конструкция с несколькими печами : В зависимости от временных требований процесса высокотемпературного спекания, можно сконфигурировать несколько печей с одним источником питания. Несколько печей могут последовательно включаться для нагрева и выключаться для охлаждения, что обеспечивает непрерывную работу и повышает эффективность производства.
")
Предельный вакуум : ≤1 Па, рабочий вакуум может достигать 5 Па.
Многосегментное управление технологическим процессом: доступно более 16 предустановленных программ регулирования температуры, а также программ переключения вакуума/атмосферы.
Защита и безопасность: автоматизированное управление и защита на базе ПЛК для водоснабжения, электроснабжения и газоснабжения, включая защиту от перегрева, перепада давления воды, перетока воды, избыточного давления в печи и проблем с температурой воды.
Энергосберегающая конструкция: благодаря использованию многослойных композитных изоляционных структур, достигается баланс между высокой термостойкостью, низким газовыделением, высокой вакуумной герметизацией и высокоэффективной изоляцией, что повышает тепловую эффективность более чем на 30%.
Пример применения : После использования нашей вакуумной печи для спекания для предварительной карбонизации компания, производящая материалы для отрицательных электродов, отметила снижение содержания золы после графитизации со 180 ppm до 46 ppm, а также увеличение срока службы на 28%.
6.3 Интеллектуальная система управления
Запись в реальном времени кривых температуры, вакуума, давления и мощности.
Оснащенная программируемым контроллером и человеко-машинным интерфейсом, система позволяет сохранять технологические рецепты в режиме реального времени, обеспечивая полностью автоматизированную работу и мониторинг, а также поддерживая отслеживаемость партий продукции.
Температура и уровень вакуума — два важнейших элемента процесса графитизации. Достаточно высокая и равномерная температура обеспечивает упорядоченное расположение кристаллов графита и уменьшает количество дефектов; правильно контролируемый уровень вакуума позволяет глубоко удалять примеси и защищать поверхность, подавляя побочные реакции. Только благодаря их синергетическому эффекту можно получить анодные материалы с низким содержанием золы, высокой степенью графитизации и низкой плотностью дефектов, что в конечном итоге обеспечивает батарее превосходный срок службы.
Наша компания много лет работает в сфере промышленных вакуумных печей для термообработки, предлагая полный спектр термического оборудования — от предварительной карбонизации до высокотемпературной графитизации. Если вас беспокоит низкий срок службы ваших анодных материалов или вы хотите оптимизировать существующий процесс графитизации, пожалуйста, свяжитесь с нами для проведения испытаний материалов или обмена технической информацией.