2026-05-29
Среди «королей» структурной керамики нитрид кремния (Si₃N₄) всегда занимал главенствующее положение. Благодаря высокой прочности, исключительной трещиностойкости и хорошей устойчивости к термоударам, он стал предпочтительным материалом для эксплуатации в экстремальных условиях — в аэрокосмической отрасли, при производстве высококлассных подшипников и в полупроводниковой промышленности.
Однако, чтобы «укротить» этого «скакуна», прежде всего необходимо преодолеть главное препятствие — процесс спекания.
Поскольку нитрид кремния представляет собой прочное ковалентное соединение с чрезвычайно низким коэффициентом самодиффузии, его невозможно уплотнить с помощью традиционных методов спекания. В реальном производстве инженеры часто сталкиваются с тремя, казалось бы, непреодолимыми «горами»: сложностью уплотнения, неконтролируемым формированием фаз на границах зерен и проблемой растрескивания изделий.
Сегодня мы обсудим, как печь вакуумного горячего прессования — ключевое оборудование для покорения этих трех «гор» — справляется с каждой из этих задач.
Первая «гора»: Уплотнение — Решающее значение давления
Почему это сложно?
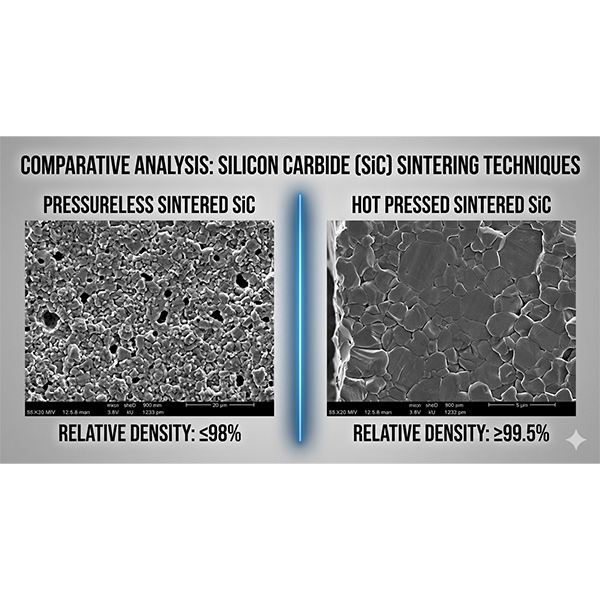
Спекание чистого нитрида кремния сродни попытке спрессовать кучу угловатых камней в единую бесшовную плиту. Без достаточного внешнего воздействия и своеобразной «смазки» атомная диффузия протекает крайне медленно. Даже при обжиге при температуре выше 1800°C относительная плотность материала зачастую не превышает 80%.
Решение: Сочетание механической и тепловой энергии
Главное преимущество печи вакуумного горячего прессования заключается в сочетании тепла и давления.
1. Увеличение движущей силы спекания: Приложение однонаправленного механического давления (как правило, 10–100 МПа) в условиях высоких температур значительно активизирует перегруппировку частиц, пластическое течение и скольжение по границам зерен. Исследования показывают: при повышении приложенного давления с 30 МПа до 50 МПа кажущаяся энергия активации процесса спекания нитрида кремния существенно снижается — с 384,75 кДж/моль до 193,95 кДж/моль, что значительно облегчает миграцию атомов.
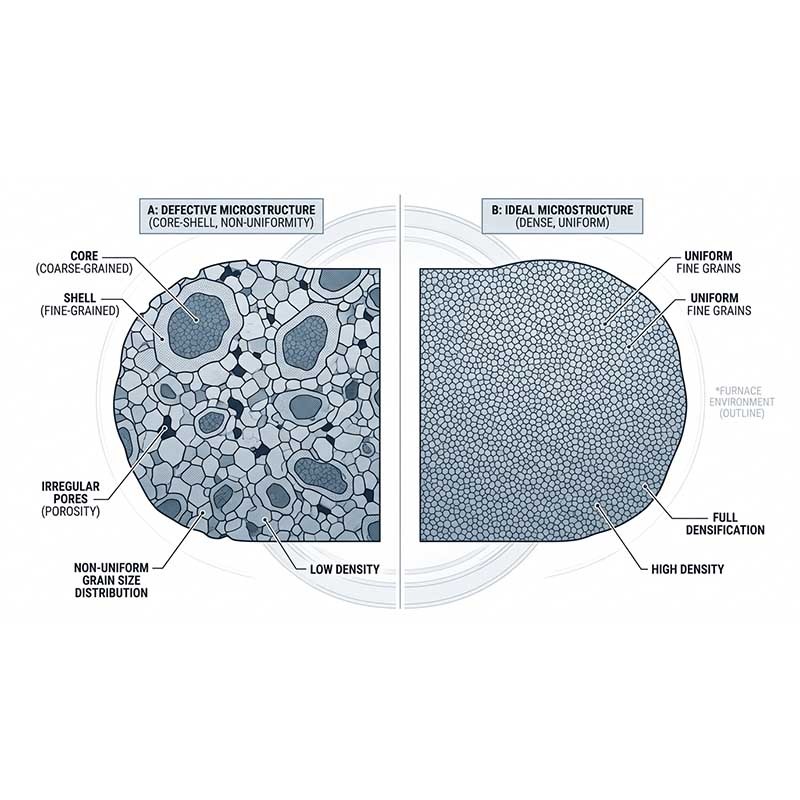
2. Снижение температуры спекания: Традиционное бездавлениевое спекание может требовать температур выше 1850°C, тогда как метод горячего прессования позволяет достичь плотности, близкой к теоретической (кажущаяся пористость <1%), уже при 1700–1750°C. Более низкие температуры означают снижение энергопотребления и уменьшение износа оборудования. 3. Подавление укрупнения зерен: Давление не только повышает плотность, но и препятствует аномальному росту зерен, обеспечивая формирование однородной и мелкозернистой микроструктуры, которая служит основой для достижения высоких эксплуатационных характеристик.
Вывод: При решении сложнейшей задачи уплотнения материала печь вакуумного горячего прессования использует «давление» как инструмент для достижения требуемой «плотности» и «производительности» — того, на что не способны обычные печи.
Вторая «гора»: Фаза на границах зерен — Ангел и Дьявол в одном лице
В чем сложность?
Для достижения уплотнения материала необходимо вводить спекающие добавки (например, Y₂O₃ и Al₂O₃). Они вступают в реакцию с оксидом кремния (SiO₂), присутствующим на поверхности зерен нитрида кремния (Si₃N₄), образуя при этом жидкую фазу. При последующем охлаждении эта жидкая фаза затвердевает, превращаясь в стеклообразную фазу, локализованную на границах зерен.
Сторона «ангела»: Стеклообразная фаза способствует уплотнению материала, заполняя пустоты и промежутки между зернами.
Сторона «дьявола»: Стеклообразная фаза обладает низкой температурой размягчения. При высоких температурах стеклообразная фаза на границах зерен размягчается, что приводит к возникновению высокотемпературной ползучести материала и резкому снижению его прочности; именно это является первопричиной «термочувствительности» нитрида кремния.
Решение: «Инженерия границ зерен» в вакуумной среде
Печь вакуумного горячего прессования выполняет не только функции нагрева и прессования — она также позволяет управлять «генетикой» границ зерен:
1. Контролируемая кристаллизация: После завершения процесса горячего прессования (в вакууме или в контролируемой газовой среде) посредством точно регулируемого отжига можно инициировать *in-situ* кристаллизацию стеклообразной фазы непосредственно на границах зерен (кристаллизация границ зерен). Когда стеклообразное состояние переходит в более термостойкое кристаллическое состояние (например, в фазы типа граната или апатита), высокотемпературная прочность материала может возрасти в несколько раз.
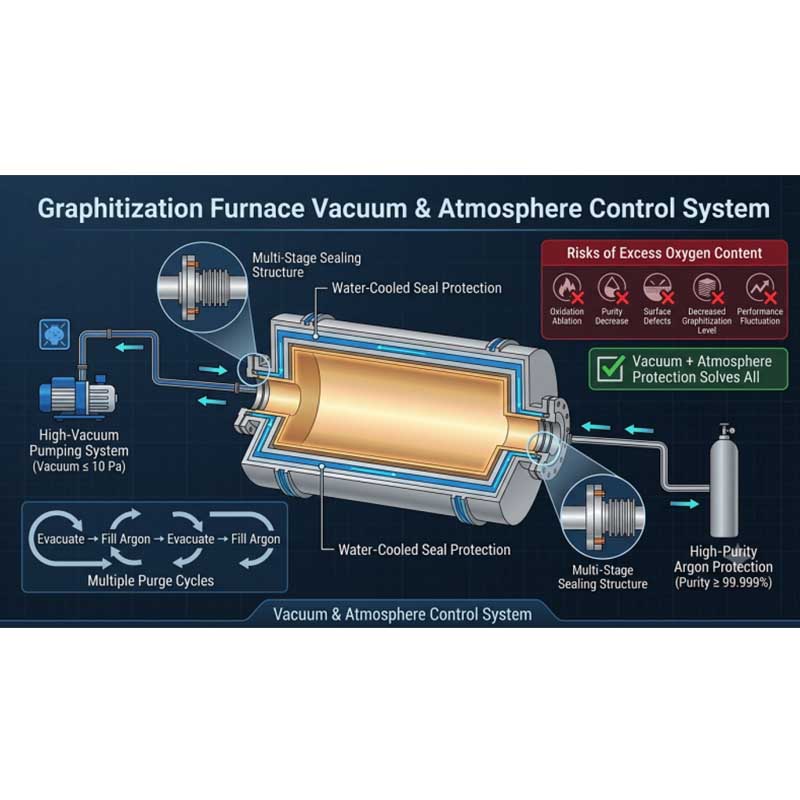
2. Удаление пор и примесей: Вакуумная среда способствует удалению газов, образующихся в результате реакций спекающих добавок, что позволяет минимизировать дефекты в виде пор на границах зерен и обеспечить формирование «более чистых» границ.
3. Управление микроструктурой: Процесс горячего прессования стимулирует фазовый переход α→β и способствует росту зерен β-Si₃N₄, придавая им вытянутую *столбчатую форму* с высоким отношением длины к ширине (высоким аспектным отношением). Эти столбчатые зерна переплетаются между собой, формируя структуру с эффектом самозалечивания (самоупрочнения), и одновременно оптимизируют распределение границ зерен. Основной вывод: печь горячего прессования — это не просто инструмент для спекания, но и своего рода «скальпель» для микроструктуры. Варьируя температурный профиль и методы последующей обработки, мы можем превратить фазу на границах зерен из «слабого звена» в надежную «броню».
Третья вершина: Растрескивание — борьба не на жизнь, а на смерть с внутренними напряжениями
В чем сложность?
Растрескивание при спекании нитрида кремния, как правило, происходит на стадии охлаждения. Вследствие температурного градиента, характерного для процесса горячего прессования (поверхность остывает быстро, тогда как сердцевина — медленно), а также возможных объемных эффектов, связанных с фазовыми превращениями, внутри материала накапливаются значительные остаточные напряжения. Когда эти напряжения превышают предел прочности мате предел прочности материала, изделие «взорвется» или покроется микротрещинами.
Решение: Точный контроль температуры и сброс давления
Расширенные возможности печи вакуумного горячего прессования проявляются, в частности, в функции «мягкой посадки» после завершения спекания:
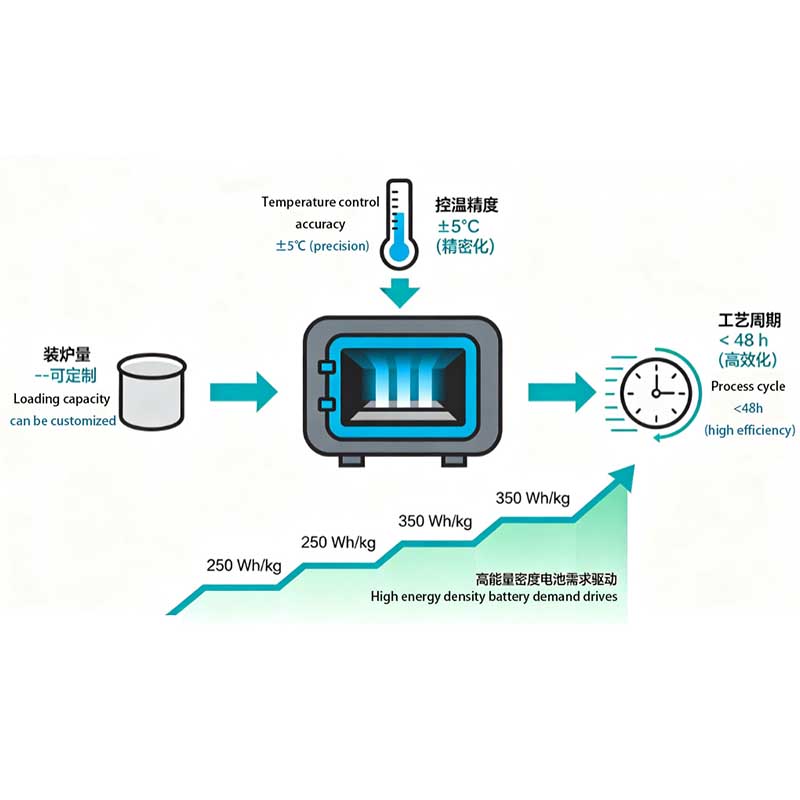
1. Программируемое снижение давления и медленное охлаждение: Современные печи вакуумного горячего прессования поддерживают многоступенчатое программирование режимов. Перед окончанием процесса спекания давление необходимо снижать поэтапно, чтобы предотвратить концентрацию напряжений, возникающую при охлаждении под высоким давлением. Впоследствии контролируемая низкая скорость охлаждения (например, 5°C/мин или даже меньше) позволяет минимизировать перепад температур между внутренней и внешней поверхностями изделия.
2. Поддержание вакуума или небольшого избыточного давления: Поддержание вакуума на начальном этапе охлаждения снижает риск возникновения термического удара на поверхности изделия, вызванного газовой конвекцией. При более низких температурах для конвективного охлаждения подается азот высокой чистоты, что обеспечивает эффективное, но при этом щадящее снижение температуры.
3. Высокоточная зона равномерного нагрева: Конструкция рабочей зоны печи (например, схема расположения графитовых нагревательных элементов) определяет равномерность температурного поля. Качественно сформированное температурное поле позволяет поддерживать однородность температуры в печи в заданных пределах, что является ключевым фактором для предотвращения локального растрескивания, вызванного напряжениями.
Вывод: Хорошая печь горячего прессования должна уметь не только «ковать» (создавать давление), но и «вышивать» (точно управлять температурой). Только плавно преодолев «обрыв напряжений» в процессе охлаждения, можно получить целые, неповрежденные готовые изделия.
Заключение: Правильный инструмент в руках — но процесс по-прежнему требует мастерства
Печь вакуумного горячего прессования, несомненно, является самым мощным инструментом, имеющимся в нашем распоряжении для преодоления этих «трех гор». Создавая синергетическое поле, объединяющее высокую температуру, высокое давление и глубокий вакуум, она решает фундаментальную проблему: «возможно ли вообще спекание нитрида кремния?»
Однако это не означает, что с помощью данного оборудования можно получать прибыль без каких-либо усилий. В реальном производственном процессе необходимо помнить о следующих моментах:
Износ пресс-форм: Графитовые пресс-формы являются расходным материалом в условиях высоких температур и давления. Контроль затрат на их замену представляет собой одно из ключевых «узких мест» при масштабировании процессов горячего прессования.
Ограничения по форме изделий: Горячее прессование наиболее эффективно подходит для изготовления изделий простых геометрических форм, таких как блоки и диски. Спекание деталей со сложными криволинейными поверхностями или тонкостенных длинных стержней представляет собой сложную задачу.
Если вы разрабатываете высокоценные изделия из нитрида кремния (например, высокоточные подшипники, броневые плиты или теплоотводящие подложки), сталкиваясь с тремя основными проблемами: уплотнением, контролем границ зерен и растрескиванием, то стабильное и надежное оборудование — это путь к вершине.
Мы понимаем каждую деталь этой борьбы.
Серия вакуумных печей горячего прессования нашей компании специально разработана для сложных процессов спекания нитрида кремния и других современных керамических материалов:
Точное приложение давления: Оснащены высокоточной гидравлической системой и сервоуправлением, позволяющими программировать давление на протяжении всего процесса и поэтапно снижать риск растрескивания в источнике.
Равномерное температурное поле: Оптимизированная компоновка нагревательных элементов и многозонная технология контроля температуры обеспечивают равномерность температуры внутри крупногабаритных штампов на уровне передовых отраслевых стандартов, что гарантирует лучшую стабильность от партии к партии.
Гибкое переключение вакуума и атмосферы: Соответствует всем требованиям процесса, от удаления связующего и вакуумного спекания до защиты от небольшого избыточного давления, что способствует более точному контролю границ зерен.
Проверенные области применения: Наши печи стабильно работают в течение многих лет на предприятиях различных производителей шариков из нитрида кремния, керамических подложек и броневых плит.
Мы не только предоставляем оборудование, но и готовы обсудить с вами параметры процесса — ведь только преодолев эти три препятствия, можно в полной мере раскрыть истинный потенциал нитрида кремния.
Свяжитесь с нами для получения технических предложений или для организации пробного запуска в нашей пилотной печи. Ваша следующая партия высококачественной продукции может начаться здесь.
")