2026-06-09
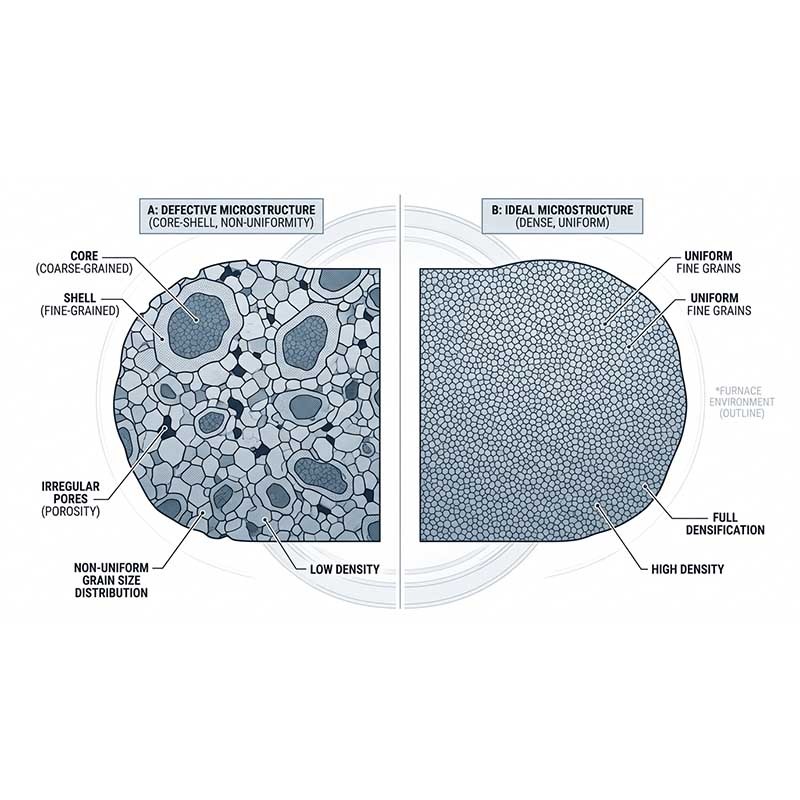
В производстве высокотехнологичной керамики структура типа «ядро-оболочка» представляет собой скрытый, но критически важный дефект. Под этим термином понимается существенное различие в плотности, размере зерен или даже фазовом составе между внутренней частью (ядром) и поверхностным слоем (оболочкой) спеченного керамического изделия. Такая неоднородность напрямую ухудшает механические свойства — например, предел прочности при изгибе и вязкость разрушения, — а также часто приводит к образованию трещин или деформации в процессе последующей обработки или эксплуатации.
Для конструкционной керамики (такой как Si₃N₄, SiC, Al₂O₃, ZrO₂), а также для керамических деталей, изготавливаемых методом MIM (литье под давлением), устранение неоднородности типа «ядро-оболочка» является необходимым условием выпуска высоконадежных изделий. В данной статье анализируются физические причины возникновения этого дефекта и предлагаются системные решения — от технологических принципов до выбора оборудования.
1. Почему возникает структура «ядро-оболочка»?
Структура «ядро-оболочка» формируется вследствие различий в кинетике спекания. В процессе нагрева и выдержки поверхностный слой и ядро керамической заготовки могут подвергаться совершенно разным температурным воздействиям, испытывать неодинаковые напряжения или контактировать с газовой средой различного состава. К основным причинам относятся:
")
2. Как избежать структуры типа «чип-оболочка»? Шесть основных технологических стратегий.
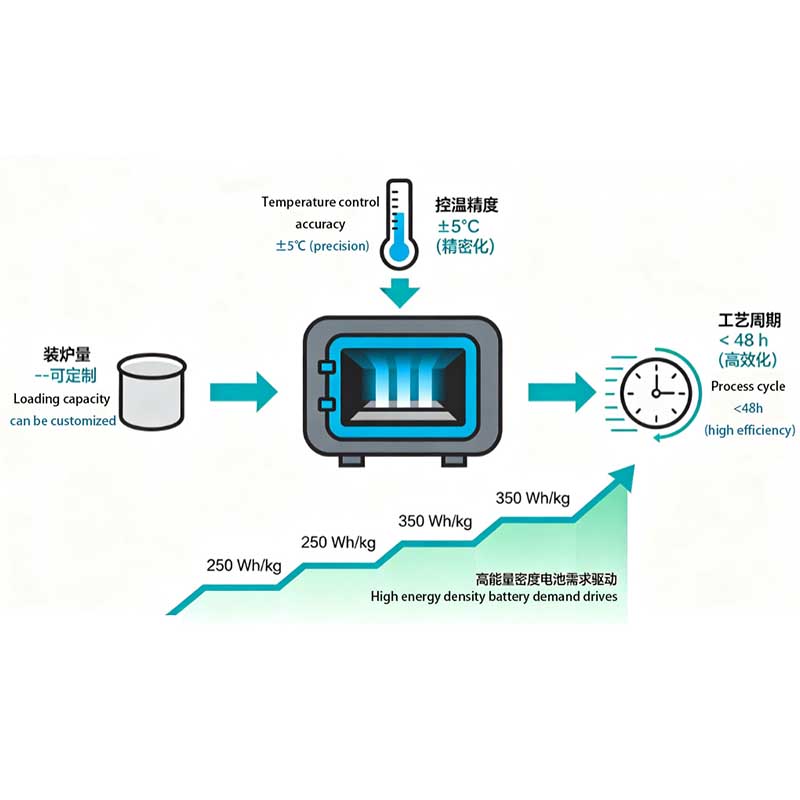
2.1 Методы гомогенизации температурных градиентов при спекании керамики: многозонный контроль температуры, теплоотводы и сегментированный нагрев для устранения неоднородности температурного поля.
")
Наиболее распространенной причиной образования конденсата в структурах типа «ядро-оболочка» является температурный градиент. Решения:
Чрезмерно высокая скорость нагрева усилит температурный градиент. Рекомендация:
Горячее прессование (ГП) и спекание под давлением газа (СПГ) могут эффективно подавлять образование структур типа «ядро-оболочка»:
Примечание: Давление следует прикладывать поэтапно (например, после достижения пороговой температуры), чтобы избежать захвата газа на ранней стадии уплотнения поверхности.
В случае керамических деталей, изготовленных методом MIM или литья под давлением, неполное удаление связующего является основной причиной дефектов стержня. Решением является интегрированная вакуумная печь для удаления связующего и спекания , которая позволяет:
Этот комплексный процесс исключает перерыв между удалением связующего и спеканием, что значительно снижает вероятность образования углеродных отложений в стержне.
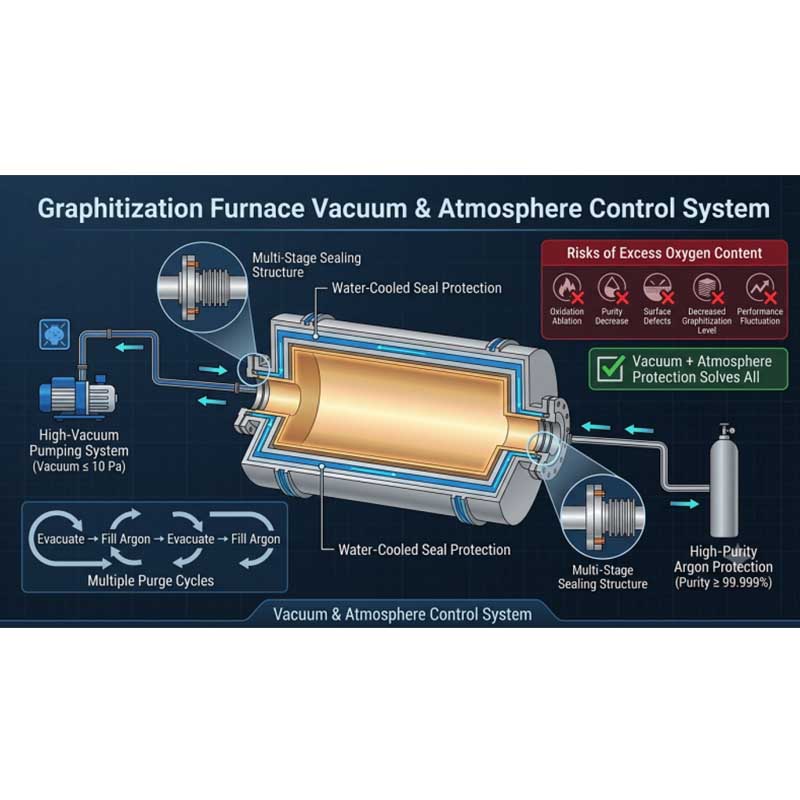
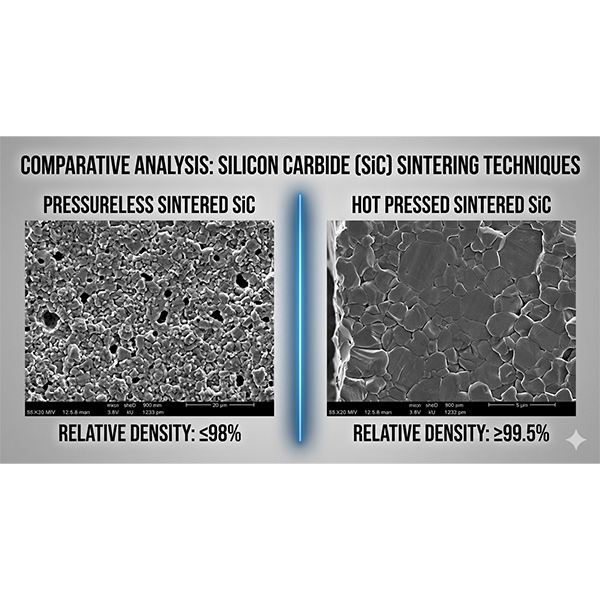
При реакционном спекании или спекании неоксидной керамики (Si₃N₄, SiC) атмосфера напрямую влияет на скорость уплотнения поверхности:
Конструкция типа «ядро-оболочка» очень чувствительна к размеру и форме детали. Перед началом серийного производства используйте лабораторную печь для спекания (небольшую, с быстрым охлаждением, многоатмосферную) для проведения испытаний градиентного процесса:
Это наиболее экономичный и эффективный по времени подход.
Вакуумные печи для спекания, интегрированные вакуумные печи для удаления связующего и спекания методом MIM, керамические печи для низкотемпературного реакционного спекания, печи горячего прессования, лабораторные печи для спекания… Как различные типы печей помогают устранить дефекты типа «ядро-оболочка»? В таблице ниже приведено краткое описание применимости распространенных типов печей для предотвращения образования таких структур (только техническая информация , без указания бренда ):
| Тип оборудования | Ключевое преимущество | Возможность управления ядром и оболочкой |
| Вакуумная печь для спекания | Бескислородная среда, равномерное температурное поле, вакуумная вытяжка | Подавляет образование оксидов на поверхности, удаляет летучие вещества; подходит для медленного спекания крупногабаритной/толстой керамики. |
| Встроенная печь для вакуумного удаления связующего и спекания MIM | Непрерывное удаление связующего и спекание, контролирующее остаточный углерод. | Значительно уменьшает неоднородность черного центра и плотности, вызванную остатками связующего вещества. |
| Печь для реакционного спекания керамики при низком давлении | Точный контроль реакционной атмосферы (0–0,2 МПа) | Замедляет преждевременное уплотнение поверхности, способствует равномерному проникновению расплава – идеально подходит для реакционного спекания SiC. |
| Печь горячего прессования | Осевое механическое прессование, мощная движущая сила уплотнения | Практически полностью устраняет различия между ядром и оболочкой, возникающие из-за температурных градиентов; отлично подходит для толстостенных или трудноспекаемых материалов. |
| Лабораторная печь для спекания | Гибкий, широкий технологический диапазон, низкий расход материалов. | Быстрая разработка технологических процессов для выявления ключевых параметров, чувствительных к дефектам типа «ядро-оболочка». |
При выборе оборудования следует учитывать систему керамических материалов, геометрию детали, размер партии и стоимость. Например, мелкие детали из ZrO₂ (<30 мм в диаметре) хорошо спекаются в высококачественной вакуумной печи, в то время как для роликов из Si₃N₄ толщиной >20 мм лучше использовать горячее прессование или спекание под давлением газа.
После спекания для проверки однородности используйте следующие методы:
Структура типа «ядро-оболочка» является результатом дисбаланса тепловых, массовых и напряженных полей в процессе спекания. Устранение этого дисбаланса зависит не от какого-либо одного «волшебного» параметра, а от систематической оптимизации равномерности температуры, контроля атмосферы, приложения давления и кинетики удаления связующего. От правильного выбора оборудования (например, вакуумных печей со встроенной системой удаления связующего, горячего прессования с внешним давлением) до точного проектирования процесса (плавный нагрев и выдержка, контроль парциального давления) каждый этап отражает эволюцию передового керамического производства от опыта к науке.
Для инженеров-технологов каждый успех в подавлении дефектов типа «ядро-оболочка» не только повышает выход годной продукции, но и углубляет понимание физики спекания. Мы надеемся, что изложенные здесь стратегии окажут практическую помощь в разработке новых продуктов или совершенствовании технологических процессов.