2026-05-25
Подзаголовок: Уточнение решений по процессу спекания SiC с учетом геометрии детали, требований к производительности и ценовых ограничений.
При разработке керамических изделий из карбида кремния команды часто сталкиваются с одним и тем же вопросом: беспрессовое спекание или горячее прессование — что выбрать? Неправильный выбор часто приводит к низкой плотности, значительному разбросу механических свойств, деформации или растрескиванию деталей и даже к браку всей партии.
Многие команды ищут ответ на вопрос «какой процесс лучше», а затем просто копируют его. Но правда в том, что в области спекания карбида кремния нет универсально лучшего процесса — есть только тот путь, который наилучшим образом соответствует целевому продукту. В этой статье рассматриваются два основных метода спекания, начиная с характеристик материалов, механизмов процесса, предельных возможностей и экономических различий, чтобы предложить действенную логическую основу для выбора.
Во-первых, необходимо понять фундаментальный факт: сложность спекания карбида кремния определяется его собственными химическими связями.
Связь Si–C представляет собой типичную прочную ковалентную связь с чрезвычайно низким коэффициентом самодиффузии. Без внешнего движущего воздействия, даже при нагреве выше 2000 °C, чистый порошок SiC подвергается лишь поверхностной диффузии и механизмам испарения-конденсации, которые незначительно увеличивают диаметр зерен частиц — чего далеко не достаточно для закрытия пор. Для достижения высокой плотности при традиционном безнапорном спекании чистого SiC потребовались бы температуры выше 2200 °C, но к тому времени зерна уже разрослись бы аномально, что сделало бы материал непригодным для инженерных применений.
Это приводит к основной цели проектирования процесса спекания SiC: ввести жидкую фазу или внешнюю движущую силу при минимально возможной температуре, достичь уплотнения, близкого к теоретической плотности, и одновременно поддерживать строгий контроль над микроструктурой. Беспрессовое спекание и горячее прессование используют два разных технических подхода для решения этой проблемы.

Механизм
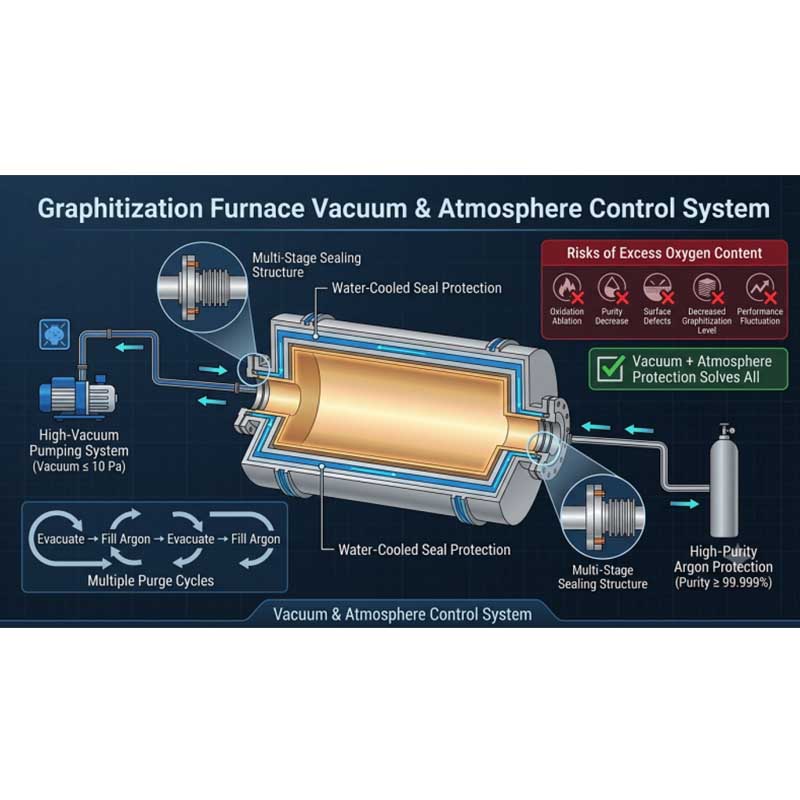
безнапорного спекания основан на предварительном введении спекающих добавок (таких как системы B–C, Al–B–C, Al₂O₃–Y₂O₃), образующих небольшое количество жидкой фазы при высокой температуре. Эта жидкая фаза способствует перегруппировке частиц и массопереносу в процессе растворения-переосаждения, обеспечивая уплотнение при атмосферном давлении или небольшом избыточном давлении защитной атмосферы. Обычно используется вакуумная печь для спекания или печь для спекания с регулируемой атмосферой.
Типичные параметры технологического процесса
: атмосфера: аргон или вакуум; температура спекания: 1900–2200 °C; время выдержки: обычно 1–3 часа, в зависимости от загрузки печи и толщины стенок детали.
Преимущества
Позволяет формовать и спекать сложные формы и тонкостенные детали неправильной формы , такие как механические уплотнительные кольца, износостойкие вкладыши и компоненты с каналами для коррозионно-активных жидкостей.
Очень низкая стоимость оснастки, подходит для крупносерийного производства различных видов продукции.
Большая производительность одной печи обеспечивает явное преимущество в плане производственных затрат.
Ограничения
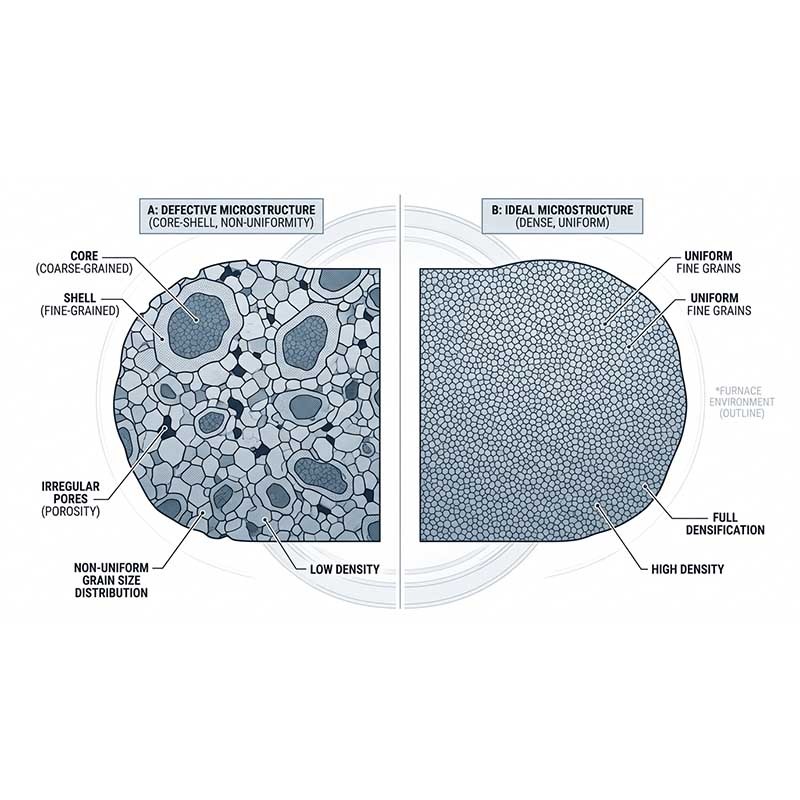
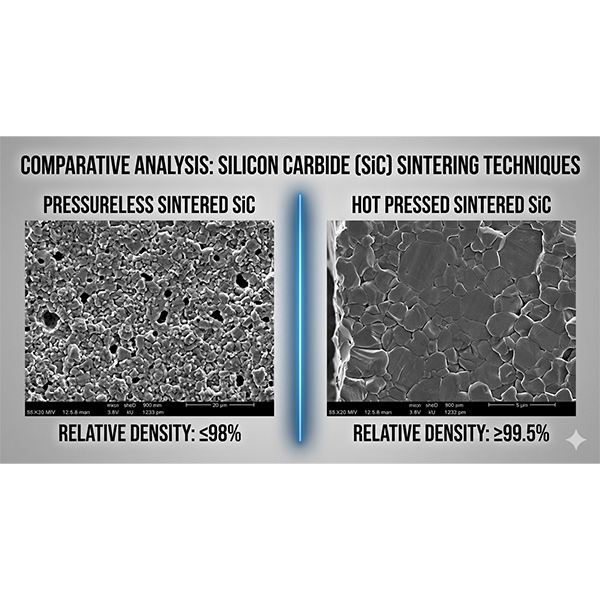
Плотность обычно не превышает 98%, а остаточные изолированные поры трудно полностью устранить, что устанавливает верхний предел механических свойств.
Чрезвычайно чувствителен к распределению размеров частиц порошка и равномерности смешивания с добавками для спекания; усадку от партии к партии и вариации свойств трудно контролировать.
Тонкостенные детали больших размеров склонны к деформации в процессе спекания, что требует чрезвычайно высокой равномерности температурного поля в печи.
Типичные характеристики продукции:
Компоненты со средними требованиями к эксплуатационным характеристикам (прочность на изгиб ≤450 МПа), допускающие небольшую остаточную пористость, имеющие сложную форму и высокий годовой спрос.
Механизм:
Порошок карбида кремния предварительно загружается в графитовую матрицу, и под одновременным действием одноосного механического давления (обычно 20–40 МПа) и высокой температуры частицы подвергаются перегруппировке, скольжению по границам зерен и пластическому течению. Расстояние диффузии значительно сокращается, а скорость уплотнения чрезвычайно высока. Весь процесс происходит в вакууме или инертной атмосфере с использованием вакуумной печи горячего прессования.
Типичный технологический диапазон
: температура 1800–2000 °C; давление 20–40 МПа; время выдержки 0,5–2 часа, что значительно короче, чем при спекании без давления.
Преимущества
Плотность может стабильно превышать 99,5%, приближаясь даже к теоретической плотности, при этом остается очень мало изолированных сферических пор.
Однородная микроструктура с контролируемым размером зерен; механические свойства (прочность на изгиб, твердость, трещиностойкость) и надежность (модуль Вейбулла) достигают наивысшего уровня для керамики на основе карбида кремния.
Для некоторых систем SiC, способных к жидкофазному спеканию, горячее прессование может значительно снизить температуру спекания и эффективно подавить рост зерен.
Ограничения
Возможности выбора формы деталей сильно ограничены: по сути, они сводятся к блокам, цилиндрам, простым плоским пластинам или симметричным формам.
Графитовые штампы — это расходный инструмент с относительно высокой стоимостью; кроме того, производительность одной печи невелика, а припуски на последующую механическую обработку велики.
Направленность давления и анизотропии компонентов необходимо тщательно контролировать; в противном случае свойства будут демонстрировать направленные изменения.
Типичный профиль продукции:
Детали с высокой добавленной стоимостью, требующие экстремальной плотности и механических свойств, а также имеющие относительно простую форму, — такие как баллистические бронепластины, крупные конструкционные элементы для полупроводникового оборудования и высококачественные заготовки для шариков подшипников.
Таблица сравнения ключевых параметров двух процессов
| Элемент | Беспрессовое спекание | Горячее прессование |
| Типичная плотность | ≤98% | ≥99,5% |
| Сложность формы | Высокий | Низкий |
| Стоимость оснастки | Очень низкий | Относительно высокий |
| Производительность одной печи за партию | Высокий | Низкий |
| Верхний предел механических свойств | Умеренный | Высший уровень |
| Типичные примеры продукции | Уплотнительные кольца, износостойкие вкладыши | Баллистическая броня, заготовки шариков подшипников |
Простого знания характеристик процесса недостаточно; необходимо уметь принимать рациональные решения, исходя из реальных требований к собственному продукту. Рекомендуется последовательно рассмотреть следующие четыре аспекта.

Если в технической спецификации изделия прямо указано иное.Прочность на изгиб >550 МПа и высокий модуль Вейбулла , а также использование детали в условиях усталости или удара — беспрессовое спекание практически исключается, и становится обязательным горячее прессование.
Если допустимо небольшое количество изолированной пористости, а требования к прочности чуть выше 400 МПа, то беспрессовое спекание может удовлетворить эти потребности с большей экономической эффективностью.
Простые блоки/плоские плиты: Горячее прессование позволяет напрямую получать изделия, близкие по форме к готовому, что экономит материал и обеспечивает наилучшие эксплуатационные характеристики.
Сложные нерегулярные формы, тонкостенные кольца, детали с внутренними каналами: горячее прессование не подходит; необходимо использовать безнапорное спекание. Для крупногабаритных деталей особенно важно проверить, может ли эффективная зона равномерной температуры печи полностью вместить изделие.
Прототипирование, мелкосерийное производство, сверхвысокая добавленная стоимость: амортизация затрат на оснастку для горячего прессования приемлема, а взамен вы получаете исключительную производительность.
Для средних и крупных партий изделий сложной формы: спекание без давления обеспечивает большую производительность за один цикл и более конкурентоспособные общие производственные затраты.
Заготовки, полученные методом горячего прессования, имеют большие припуски на механическую обработку, а затраты на шлифовку высокотвердого карбида кремния часто представляют собой огромные скрытые расходы. В этом отношении преимущество имеет беспрессовая формовка, позволяющая получить изделие, близкое к окончательной форме.
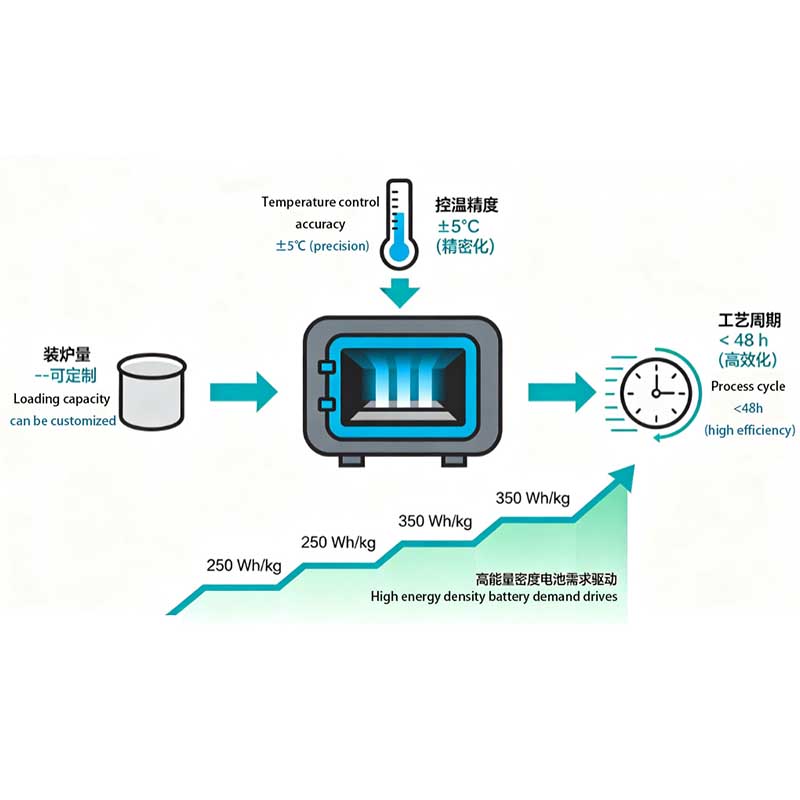
Однако стабильный контроль усадки при спекании для получения изделий, близких к окончательной форме, в значительной степени зависит от равномерности температуры в печи , а это является обязательным и жестким требованием при выборе вакуумной печи для спекания.
Есть правило, о котором стоит постоянно себе напоминать: Независимо от того, какой метод спекания вы в конечном итоге выберете, точность контроля температуры и равномерность температурного поля являются определяющими факторами для выхода годной продукции и стабильности результатов.

Сценарий А: Механические уплотнительные кольца из карбида кремния для промышленных насосов
Требования: плотность ≥97%, тонкостенная кольцевая форма с высокой степенью соосности, большой годовой спрос.
Обоснование: Горячее прессование не позволяет получить тонкостенную кольцевую структуру, а производительность одной печи слишком низка, чтобы быть экономически целесообразной. Беспрессовое спекание позволяет спекать несколько сложенных кольцевых компактов за один цикл. В сочетании с точным контролем температуры для обеспечения равномерной усадки это оптимальный путь для стабильного массового производства. Это предъявляет явные требования к равномерному размеру температурной зоны и точности контроля вакуумной печи для спекания.
Сценарий B: Шестигранные баллистические бронепластины из карбида кремния для индивидуальной защиты.
Требования: теоретическая плотность >99,5%, сверхвысокая твердость Hv >2500, высокая трещиностойкость, простая плоская форма пластины.
Обоснование: Верхний предел плотности при безнапорном спекании недостаточен, а остаточная пористость приводит к значительному разбросу баллистических характеристик. Горячее прессование обеспечивает одноосное уплотнение под давлением, что позволяет получать высокооднородные микроструктуры. Благодаря точному контролю температуры и многоступенчатому применению давления, оно позволяет надежно производить продукцию, проходящую строгие баллистические испытания. Это именно тот сценарий применения, который лежит в основе вакуумной печи горячего прессования.
Многие команды считают, что, имея в распоряжении печь для горячего прессования, достаточно просто засыпать порошок, нагреть его и создать давление, чтобы получить качественную керамику. Но по-настоящему отличающиеся результаты достигаются благодаря невидимой синергии параметров.
Температурно-давлевый профиль должен быть строго согласован. Если полное давление прикладывается слишком рано, компактная поверхность преждевременно закрывается, внутренние газы не могут выйти, и образуются закрытые поры. Если давление прикладывается слишком поздно, зерна уже выросли, движущей силы для уплотнения недостаточно, и конечная плотность и размер зерен оказываются далеки от идеальных.
После стадии выдержки одинаково важны сброс давления и скорость охлаждения. В частности, для крупногабаритных деталей из карбида кремния неравномерное охлаждение напрямую приводит к образованию микротрещин. Идеальный процесс горячего прессования требует постепенного сброса давления на поздней стадии выдержки и контроля скорости охлаждения, что позволяет детали завершить релаксацию напряжений в контролируемом состоянии.

Это означает, что печь горячего прессования, действительно способная производить высокоэффективный карбид кремния, отнюдь не сводится к простому «нагреву + прессованию». Она должна обеспечивать стабильное поддержание давления, точный многоступенчатый контроль температуры и строгую защиту от вакуума/атмосферных воздействий на протяжении всего процесса. Это та грань, которая отделяет «способность к прессованию» от «качественного прессования», и это тот момент, который нельзя упускать из виду при выборе оборудования.
Выбор метода спекания карбида кремния по сути представляет собой компромисс в рамках треугольника плотности – свободы формы – стоимости.
Беспрессовое спекание позволяет создавать сложные изделия; это краеугольный камень промышленного производства для широкого спектра применений.
Горячее прессование позволяет достичь максимальной плотности и надежности; это оптимальный выбор для высокопроизводительных применений.
Универсального ответа не существует, но есть общее правило: Границы вашего процесса в конечном итоге определяются границами возможностей вашего оборудования. Глубокое понимание механизмов спекания, а затем, опираясь на это понимание, изучение равномерности температурного поля вакуумной печи для спекания или способности вакуумной печи горячего прессования поддерживать заданное давление, позволит вам сделать воспроизводимый и масштабируемый выбор процесса, а не полагаться на случайность и метод проб и ошибок.
Какой продукт из карбида кремния вы сейчас разрабатываете? Это деталь сложной формы, подходящая для безнапорного спекания, или высокопроизводительная деталь, требующая уплотнения методом горячего прессования? Пожалуйста, поделитесь с нами информацией о вашем компактном типе и целевых характеристиках, и мы вместе обсудим индивидуальное техническое решение .