2026-04-24
Растрескивание, окисление и нестабильность партии — три «невидимых убийцы» спекания прекурсоров анодного материала незаметно снижают вашу производительность и прибыль. В этой статье, основываясь на практическом опыте, пошагово определяются первопричины этих дефектов и предлагается полный путь решения — от оптимизации процесса до модернизации оборудования. Что еще более важно, мы первыми систематически сравниваем реальные различия между традиционными роликовыми печами и вакуумными печами для спекания с точки зрения равномерности температуры, степени вакуума, точности атмосферы и энергопотребления.
Добавьте наш WhatsApp/WeChat в конце статьи, чтобы получить бесплатный << список параметров оборудования вакуумной печи для спекания >> и услуги по проверке равномерности температуры в печи — это поможет вам перейти от «повторяющихся корректировок процесса» к «успешному выполнению с первого раза».
После спекания прекурсоры (игольный кокс, нефтяной кокс, битумный кокс, прекурсоры биоугля и т. д.) образуют «скелет» анодного материала. Их внутренняя структура, химическое состояние поверхности и целостность частиц напрямую определяют конечные характеристики анода:

После возникновения дефектов спекания последующие процессы графитизации, нанесения покрытия и гранулирования становятся необратимыми, что приводит к снижению качества партии или браку. Поэтому процесс спекания является «критическим моментом» в производстве анодных материалов.
В данном руководстве рассматриваются три наиболее распространенных дефекта спекания и предлагаются целенаправленные меры по оптимизации процесса, а также рекомендации по выбору оборудования.
| Типы дефектов | Результаты осмотра/проверки внешнего вида | Уровень серьезности |
| Взлом: | На поверхности частиц отчетливо видны трещины или внутренние щели (видимые на СЭМ). | ★★★★ |
| Окисление: | Высокое содержание кислорода, аномальное увеличение массы триглицеридов, снижение начальной эффективности. | ★★★★★ |
| Нестабильность партии: | Колебания производительности/начальной эффективности >2% при одинаковой рецептуре и технологическом процессе. | ★★★★★ |
2.1 Описание явления
Микроскопическое исследование: При исследовании с помощью сканирующего электронного микроскопа на поверхности частиц появляются дендритные или сетчатые трещины, а частицы могут даже полностью рассыпаться в мелкий порошок.
Макроскопический эффект: После просеивания аномально увеличивается доля мелкодисперсного порошка; после нанесения покрытия на лист отрицательного электрода появляются «царапины» или «яркие пятна».
Влияние на производительность: аномально увеличенная удельная площадь поверхности (>5 м²/г), снижение начальной эффективности и усиление побочных реакций электролита.
2.2 Анализ первопричин
| Категория причины | Специфический механизм | Основные пункты проверки |
| Чрезмерная скорость нагрева | Летучие компоненты (влага, легкие компоненты) внутри прекурсора мгновенно испаряются, создавая внутреннее давление и вызывая растрескивание. | Проверьте программу нагрева, особенно в диапазоне 200–400℃. |
| Чрезмерно широкое распределение размеров частиц-предшественников. | Мелкие частицы уплотняются первыми, а крупные частицы сжимаются позже, что приводит к неравномерному термическому напряжению и образованию трещин. | Проверьте соотношение размеров частиц прекурсора D90/D10. |
| Неравномерное распределение связующего вещества/добавок | Локализованная концентрация органического связующего вещества приводит к образованию полостей после абляции, которые становятся точками зарождения трещин. | Проверьте равномерность смешивания (распределение золы). |
| Неравномерное распределение температуры в печи | Боковая разница температур в роликовых/туннельных печах превышает ±10℃, что приводит к различным режимам нагрева частиц из одной и той же партии. | Температурные профили тестовой печи (без нагрузки + с полной нагрузкой) |
2.3 Решения
| Меры | Рекомендации по эксплуатации технологического процесса | Преимущества вакуумных печей для спекания |
| Оптимизация кривой нагрева | Добавьте подставку для удержания температуры в диапазоне 200–400℃ или используйте сегментированный линейный нагрев (1–2℃/мин). | Вакуумная печь для спекания поддерживает многосегментный программируемый нагрев и охлаждение, что позволяет точно контролировать скорость нагрева, особенно подходит для процессов медленного нагрева и охлаждения. |
| Классификация предшественников | Перед спеканием проведите классификацию прекурсора по потоку воздуха, чтобы удалить чрезмерно мелкие частицы (D10>2 мкм). |
|
| Улучшение процесса смешивания | Используйте добавление связующего вещества в жидком виде или увеличьте время высокоскоростного перемешивания. |
|
| Равномерность температурного поля | Ежемесячно проверяйте поперечную разницу температур в камере печи и регулируйте мощность горелки/нагревательного элемента. | В вакуумной печи для спекания используется многозональный независимый контроль температуры (обычно 5-9 зон), обеспечивающий точность контроля температуры в одной зоне ±1℃ и поперечную разницу температур в камере печи ≤±5℃, что принципиально предотвращает образование трещин, вызванных термическим напряжением. |
2.4 Схема быстрой диагностики
Обнаружение трещин
↓
типа трещины с помощью СЭМ → Дендритная/сквозная → Приоритет скорости нагрева
↓ ↓
Доля мелкодисперсного порошка > 5% Микротрещины в сетчатой структуре → Проверьте равномерность температуры (рекомендуется использовать многозонное оборудование)
↓
Проверка распределения частиц по размерам → D90/D10 > 5 → Классификация прекурсоров
3.1 Описание явления
Обнаружение: содержание кислорода в спеченном продукте > 0,5% (содержание графита должно быть < 0,2%); появляются явные пики увеличения массы при окислении .около 350℃ в TG-DSC.Электрохимические характеристики: начальная кулоновская эффективность на 3-8% ниже нормы, а обратимая емкость ниже.
Внешний вид: красноватый или сероватый цвет (обычно должен быть чёрным).
3.2 Анализ первопричин
| Категория причины | Специфический механизм | Основные пункты проверки |
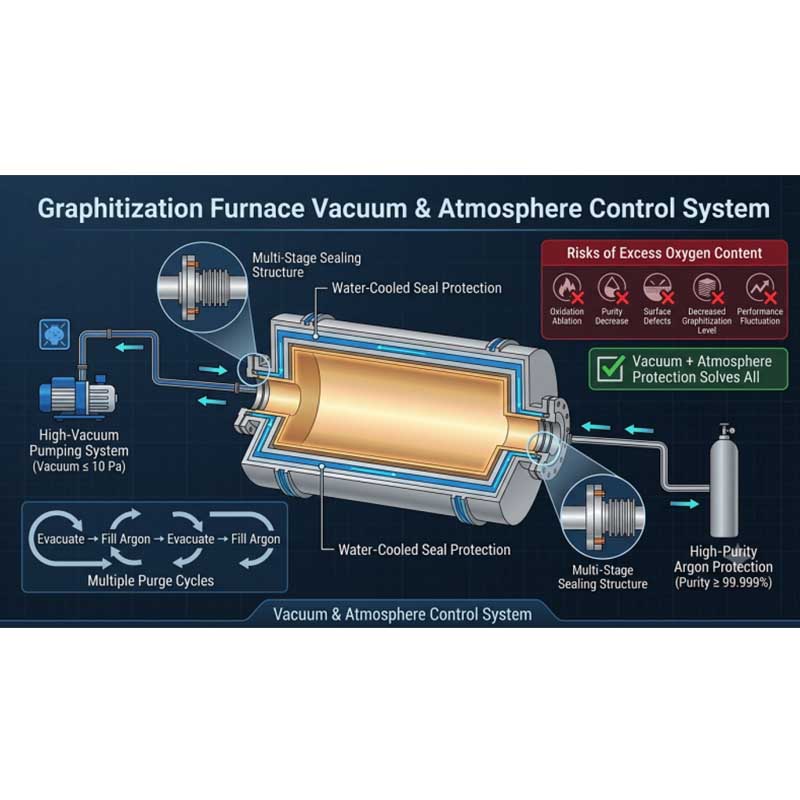
| Нечистая защитная атмосфера | Содержание кислорода в азоте/аргоне >100 ppm; углерод реагирует с остаточным кислородом при высоких температурах, образуя группы CO. | показания онлайн-анализатора кислорода |
| Утечка из печи | Плохая герметизация дверц печи, фланцев и входных/выходных отверстий; обратный поток воздуха. | Давление в печи (следует поддерживать на уровне слегка избыточного давления +5–20 Па) |
| Окисление на стадии охлаждения | После высокотемпературной стадии, невозможность перехода в атмосферу высокой чистоты или быстрое охлаждение ниже 400℃. | кривая охлаждения и запись атмосферы |
| Содержание кислородсодержащих функциональных групп в исходном веществе слишком высокое. | Сильное окисление сырья или недостаточная предварительная обработка. | Содержание кислорода в исходных веществах (>3%, высокий риск) |
3.3 Решения
| Меры | Рекомендации по организации технологического процесса | Преимущества вакуумной печи для спекания |
| Повышение чистоты атмосферы | Используйте азот высокой чистоты (O₂ < 10 ppm) и установите газоочиститель. | Вакуумную печь для спекания можно откачать до давления ниже 10 Па перед заполнением защитным газом высокой чистоты, что снижает остаточное содержание кислорода внутри печи до уровня ниже 50 ppm. Поддержание небольшого избыточного давления на протяжении всего процесса предотвращает обратный поток воздуха, что значительно превосходит возможности традиционных атмосферных печей. |
| Улучшение герметичности | Установите двойные воздушные завесы на входе и выходе из печи. | Вакуумная печь для спекания использует полностью герметичную камеру печи и вакуумный насос, обеспечивающие скорость утечки < 10⁻⁵ Па·м³/с, что исключает необходимость частых проверок герметичности и поддерживает небольшое избыточное давление по всей камере. |
| Стратегия быстрого охлаждения | После зоны высоких температур осуществляется принудительное воздушное или водяное охлаждение в защитной атмосфере, что сокращает время выдержки с 400 до 200℃. | Вакуумная печь для спекания оснащена высокоэффективной системой охлаждения (внутренняя циркуляционная водяная или воздушная система охлаждения на выбор) с регулируемой скоростью охлаждения, что позволяет избежать образования окислительного окна при переходе от высоких температур к низким. |
| Предварительное окисление прекурсора | Для прекурсоров с высоким содержанием кислорода можно провести низкотемпературное предварительное окисление для стабилизации структуры. |
____________________ |
3.4 Схема быстрой диагностики
Обнаружено высокое содержание кислорода
↓
Проверьте записи об атмосфере в печи → Соответствует ли требуемый расход/чистота защитного газа?
↓ ↓ Нет → Смените источник газа/Увеличьте скорость потока
Да
Проверьте давление в печи → Постоянно ли поддерживается избыточное давление? → Нет → Проверьте уплотнения (вакуумные печи для спекания могут в принципе исключить утечки)
↓ Да
Проверьте секцию охлаждения → Быстро ли достигается температура 400–200℃? → Нет → Добавьте секцию охлаждения или установите вакуумную печь с функцией быстрого охлаждения.
↓ Да
Содержание кислорода в исходном сырье → >3% → Рассмотрите возможность предварительного окисления или замены сырья.
4.1 Описание явления
Определение: При использовании идентичных сырьевых материалов, рецептур и параметров процесса ключевые показатели качества продукции (производительность, эффективность с первого раза, удельная площадь поверхности) колеблются за пределами заданного диапазона между различными партиями (например, коэффициент вариации > 5%).
Последствия: Потребители аккумуляторных батарей, находящиеся в последующих звеньях цепочки поставок, не могут обеспечить стабильное приготовление суспензии, нанесение покрытия и формирование пульпы, что приводит к жалобам и даже к потере заказов.
4.2 Анализ первопричин
| Категория причины | Специфический механизм | Основные пункты проверки |
| Различия в исходных материалах от партии к партии | Скрытые колебания содержания летучих веществ, золы и истинной плотности между различными партиями игольчатого кокса/нефтяного кокса. | протоколы проверки сырья по прибытии |
| Старение или ненадлежащее техническое обслуживание печей для спекания. | Закоксовывание труб печи и деградация нагревательных элементов приводят к изменению эффективного температурного диапазона. | Регулярные измерения температуры и сравнение с исходными кривыми. |
| Колебания расхода топлива | Нестабильное давление в источнике газа или дрейф показаний расходомера приводят к колебаниям содержания кислорода. | Кривые мониторинга потока в реальном времени |
| Изменения суммы/плотности заряда | Неравномерная плотность рыхлой упаковки при ручной загрузке. | Ведение учета веса каждой партии. |
| Влияние влажности окружающей среды | Изменения в процессе спекания после поглощения влаги прекурсорами | Записи о влажности в мастерской (рекомендуемая относительная влажность < 40%) |
4.3 Решения
| Меры | Рекомендации по организации технологического процесса | Преимущества вакуумной печи для спекания |
| Установить технические требования к качеству сырья. | Определите верхние и нижние пределы содержания летучих веществ, золы и гранулометрического состава для каждого прекурсора. |
|
| Обычная калибровка температуры печи | Ежемесячно калибруйте температурные зоны печи с помощью измерительной петли для определения температуры. | Вакуумная печь для спекания имеет независимое управление несколькими температурными зонами, каждая из которых калибруется индивидуально, что обеспечивает более длительный срок службы нагревательного элемента и меньший температурный дрейф. |
| Автоматическая загрузка | Используйте автоматическое весовое и вибрационное погрузочное оборудование. |
|
| Управление атмосферой с обратной связью | Установите измеритель остаточного кислорода, соединенный с расходомером. | Вакуумная печь для спекания может интегрировать регулятор массового расхода газа (MFC) и датчик вакуумного давления для достижения автоматической регулировки атмосферы с обратной связью, контролирующей колебания содержания кислорода в пределах ±20 ppm. |
| Партионный отбор проб и ретроспективный анализ | Создайте базу данных для сравнения некачественных и качественных партий. | |
| Стабильность энергопотребления | В традиционных печах потребление энергии увеличивается по мере износа нагревательных элементов, и это потребление колеблется со временем. | Благодаря оптимизированной конструкции теплоизоляции и вакуумной изоляции, вакуумная печь для спекания обеспечивает снижение энергопотребления на единицу продукции на 20-35% по сравнению с традиционными печами, а также стабильную кривую энергопотребления в долгосрочной перспективе, что косвенно гарантирует воспроизводимость процесса. |
4.4 Управление стабильностью партии: три формы и одна диаграмма
Форма 1 : Таблица регистрации колебаний состава партии сырья (летучие вещества, содержание золы, D50, плотность насыпного сырья)
Форма 2 : Таблица ежедневных записей параметров процесса спекания (температура каждой температурной зоны, давление в печи, концентрация кислорода, общий расход).
Форма 3 : Контрольная диаграмма индекса продукта (контрольная диаграмма Xbar-R)
Диаграмма : График изменения температуры в печи (долгосрочная динамика показаний термопар в каждой температурной зоне, прогнозирующая снижение эффективности нагревательного элемента)
Многие компании, производящие анодные материалы, уже давно сталкиваются с проблемами растрескивания, окисления и нестабильности партий. Многократные корректировки технологического процесса не принесли существенного результата. Основная причина кроется в присущих самому оборудованию недостатках:
| Ограничения традиционных роликовых печей/печей с толкателем | Влияние на дефекты |
| Неравномерный поток защитной атмосферы приводит к образованию застойных зон. | Локализованное окисление |
| Поперечная разница температур в печи ±10–15℃ | Растрескивание + нестабильность партии |
| Непрограммируемые режимы обогрева и охлаждения, использующие естественное охлаждение в холодильной камере. | Длительный период окисления |
| Герметизация корпуса печи основана на использовании огнеупорного волокна и песка, что приводит к высокому риску протечек. | Неконтролируемое содержание кислорода |
| Отсутствует функция вакуумирования, невозможно предварительно откачать кислород. | Высокое начальное содержание кислорода |
| Одно- или двухзонный контроль температуры, точная регулировка невозможна. | Плохая однородность температурного поля |
| Высокое и крайне нестабильное энергопотребление при длительной эксплуатации. | Неконтролируемые затраты, косвенно влияющие на воспроизводимость. |
Систематические преимущества вакуумных печей для спекания:
Высокий вакуум (предельный вакуум ≤ 5~ 10 Па, рабочий вакуум ≤ 50 Па): Предварительная вакуумизация перед спеканием полностью удаляет воздух из печи, контролируя содержание кислорода в источнике.
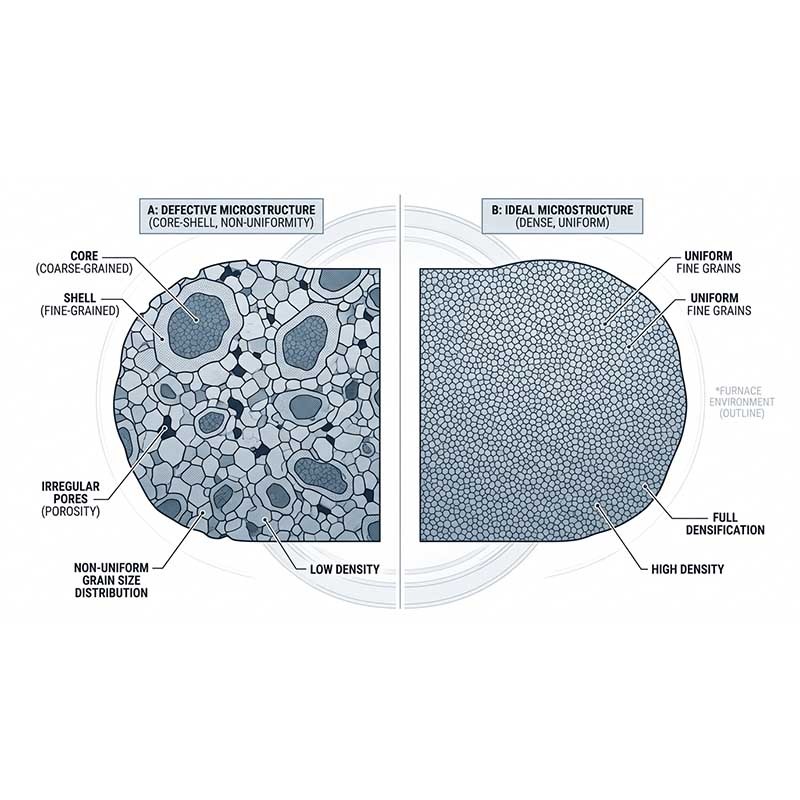
Многозонное независимое регулирование температуры (5–9 зон, точность ±1℃): обеспечивает получение произвольных температурных кривых с боковой разностью температур ≤±5℃, исключая растрескивание от термических напряжений и колебания температуры от партии к партии.
Точное регулирование атмосферы (MFC + датчик давления): поток защитного газа и давление в печи полностью замкнуты, колебания содержания кислорода составляют <±20 ppm.
Низкое энергопотребление и стабильность (вакуумная изоляция + высокоэффективный нагрев): энергопотребление на единицу продукции снижается на 20–35%, а долговременная кривая энергопотребления стабильна, что обеспечивает воспроизводимость процесса.
Если вы рассматриваете возможность модернизации оборудования или приобретения новой линии, добавьте нас в WhatsApp/WeChat (ссылка ниже), чтобы получить << Список параметров вакуумных печей для спекания >> и сравнительный анализ с вашей существующей печью .
При обнаружении дефектов качества спеченных изделий рекомендуется следовать «пятиэтапному методу» в следующей последовательности:
| Шаги | Действия | Выходы |
| 1. Визуальный осмотр и экспресс-проверка | Визуально оцените цвет, просейте мелкий порошок и быстро измерьте соотношение. | Предварительная оценка склонности к растрескиванию или окислению. |
| 2. Проверка исторических записей | Сравните с параметрами стандартного технологического процесса предыдущей партии (температура, атмосфера, давление в печи). | Определите точки изменения |
| 3. Измерение ключевых показателей | Содержание кислорода, СЭМ, распределение частиц по размерам, рентгенодифракционный анализ (при наличии графитизации). | Точно определите тип дефекта. |
| 4. Обратная проверка | Выберите предполагаемые факторы и проведите однофакторные мелкомасштабные тесты. | Подтвердите первопричину. |
| 5. Меры и консолидация | Внести изменения в стандартные операционные процедуры (СОП), увеличить частоту тестирования и обновить планы контроля. | Предотвращение рецидива |
Решающий момент при модернизации оборудования: если на этапах 2–4 неоднократно наблюдаются неравномерность температурного поля, колебания содержания кислорода и низкая воспроизводимость партий, а оптимизация процесса достигла своего предела, рекомендуется начать оценку вариантов выбора оборудования.
| Аномальное явление | Наиболее вероятная причина | Самое быстрое измерение | Рекомендации по модернизации оборудования |
| Расщепление частиц | Чрезмерный нагрев | Увеличьте время выдержки на 1 час при температуре 300℃. | Используйте программируемую вакуумную печь с несколькими температурными режимами. |
| Покраснение продукта/высокое содержание кислорода | Утечка из атмосферы или низкая чистота | Немедленно проверьте давление в печи и замените атмосферное давление. | Переход на вакуумную печь для спекания с предварительным вакуумированием и защитой от избыточного давления. |
| Колебания производительности больших партий | Колебания летучей концентрации прекурсоров | Усилить контроль содержания летучих веществ при поступлении сырья. | Увеличьте количество температурных зон для улучшения равномерности распределения температуры. |
| Аномальное увеличение удельной площади поверхности | Чрезмерное окисление или разрушение частиц | Сначала проверьте содержание кислорода, затем проверьте скорость нагрева. | Вакуумная печь + система быстрого охлаждения |
| Отскок электрода | Недостаточное спекание прекурсора | Повысить температуру конечного спекания или увеличить время выдержки. | Вакуумные печи обеспечивают более точный контроль конечной температуры и времени выдержки. |
| Длительное высокое энергопотребление и колебания объемов партий | Снижение эффективности нагревательного элемента + Недостаточное время удержания тепла | Регулярная калибровка температуры | Корпус печи с вакуумной изоляцией снижает энергопотребление более чем на 20%. |
Дефекты спекания сами по себе не так уж страшны; ужасна многократная корректировка в неправильном направлении. Диагностическая логика, представленная в этом руководстве, охватывает как технологический процесс, так и уровень оборудования, и все меры основаны на практическом опыте работы на местах. Рекомендуется, чтобы технологические группы включили их в базу данных PFMEA (анализ видов и последствий отказов процесса) и ежеквартально анализировали типичные случаи дефектов. Когда оптимизация процесса достигает предела, помните: модернизация оборудования может быть самым быстрым способом преодолеть его .
Если вы сталкиваетесь с проблемами растрескивания, окисления или нестабильности партий продукции, или оцениваете оборудование для спекания для новой производственной линии/технической модернизации, пожалуйста, добавьте меня в WhatsApp/ WeChat (укажите «диагностика спекания»), чтобы получать уведомления. << Список параметров оборудования вакуумной печи для спекания >> (включая максимальный вакуум, конфигурацию температурной зоны, точность контроля атмосферы, данные о потреблении энергии и руководство по выбору типа печи)
*(для добавления используйте номер +86-15307333989)*
Данная услуга предназначена для руководителей технологических процессов/оборудования в компаниях, производящих анодные материалы. Пожалуйста, укажите в своем сообщении "Компания + Должность + Диагностика процесса спекания".