2026-04-10

В 2025 году мировой объем производства материалов для анодов литиевых батарей превысит 30 миллионов тонн. Внимание отрасли будет сосредоточено на таких вопросах, как рейтинги объемов производства, ценовые войны и мощности по графитизации. Однако возникает более глубокая проблема: по мере совершенствования процесса графитизации и сокращения разрыва между различными компаниями, где можно еще улучшить конечные характеристики материалов для анодов ?
Ответ кроется в предшественнике.
Прекурсор — это промежуточный материал, используемый в анодных материалах до их окончательной термической обработки, такой как графитизация и карбонизация. Для искусственного графита прекурсором является смесь игольчатого кокса, нефтяного кокса и асфальта; для анодных материалов на основе кремния прекурсором является комплекс наночастиц кремния или диоксида кремния и источника углерода; для анодных материалов из твердого углерода прекурсором является биомасса или смола.
Распределение частиц по размерам, морфология, чистота и однородность смешивания прекурсора, а также температурная кривая, атмосферные условия и степень вакуума, которым он подвергается в процессе спекания (карбонизация, нанесение покрытия, предварительная обработка), напрямую определяют следующие аспекты конечного отрицательного электрода:
Начальная кулоновская эффективность ( если прекурсор не полностью спечен, останется избыточное количество примесей или дефектов) .
Обратимая удельная емкость ( влияние упорядоченности структуры предшественника на межслоевое расстояние после графитизации )
Срок службы (плотность и однородность слоя покрытия, образованного в результате спекания прекурсора).
Если исходный материал не подготовлен должным образом, даже самая совершенная постобработка при графитизации окажется бесполезной.
Для производителей оборудования для вакуумных печей спекания именно процесс спекания прекурсоров является той частью, где мы можем наилучшим образом продемонстрировать свою техническую ценность — в отличие от графитизации , которая монополизирована ведущими предприятиями и имеет отработанный процесс. Напротив, здесь открывается широкие возможности для адаптации материалов, оптимизации процесса и индивидуальной настройки оборудования. Понимание прекурсоров означает понимание реальных проблем, с которыми сталкиваются клиенты.
В настоящее время исходные материалы для отрицательного электрода в основном делятся на 3 основных технологических направления, соответствующих различным конечным продуктам и требованиям к процессу спекания.
| Тип рекурсора P | Репрезентативные материалы M | Соответствующие изделия с отрицательным электродом | Ключевой процесс спекания/термической обработки | Основные требования к вакуумной печи для спекания |
| Предшественник на основе углерода | Игольчатый кокс, нефтяной кокс, асфальтовый кокс, угольная смола | искусственный графит | Карбонизация (800–1200 ℃), предварительная обработка перед графитизацией . | Равномерность температуры, защита атмосферы (антиоксидантная защита), крупномасштабное непрерывное производство. |
| Природный графитовый прекурсор | Природный чешуйчатый графит, сферический графит | Анод из природного графита | Высокотемпературная очистка (выше 2000℃), поверхностное покрытие методом карбонизации. | Сверхвысокий вакуум (≤ 1 Па) и возможность удаления примесей при высоких температурах. |
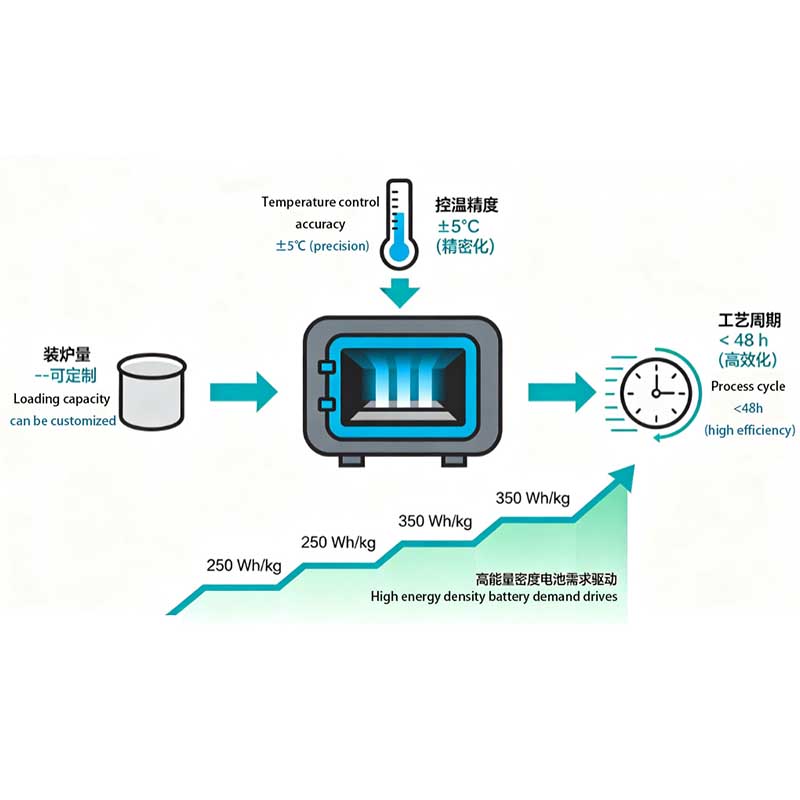
| Кремниевый прекурсор | Нанокремний, диоксид кремния (SiO₂), предшественник кремниево-углеродного композита | Кремниево-углеродный анод, кремниево-кислородный анод | Низкотемпературное углеродное покрытие (600–900℃) и спекание с использованием CVD-технологии | Высокий уровень вакуума, точный контроль температуры (±5℃), пылезащитная конструкция, предотвращающая агломерацию. |
| Твердый углеродный прекурсор | Биомасса (кокосовая скорлупа, солома), смола (фенольная), асфальт | Анод из твердого углерода (в основном используется в натрий-ионных батареях) | Низкотемпературная карбонизация (при 1000–1500℃) и активационная обработка. | Коррозионная стойкость (биомасса смолы), возможность очистки выхлопных газов, ступенчатая процедура нагрева. |
Дополнительное пояснение:
В качестве основного сырья для искусственного графитового отрицательного электрода используется либо игольчатый древесный уголь, либо нефтяной уголь в сочетании с каменноугольной смолой в качестве связующего. Хотя их химический состав схож (оба являются углеводородами), микроструктура и поведение при спекании значительно различаются.
3.1 Игольчатый уголь-предшественник: «Выдающийся ученик» на пути к высоким достижениям.
Структурные характеристики: Игольчатый уголь под поляризационным микроскопом выглядит как волокнистая или игольчатая текстура. Он обладает высокой ориентацией углеродных слоев и легко графитизируется.
Требования к процессу спекания:
В процессе карбонизации игольчатого древесного угля-предшественника часто возникает анизотропия: если температура повышается слишком быстро или температурное поле неравномерно, это приводит к чрезмерному локальному напряжению сжатия, вызывая образование микротрещин.
с использованием оборудования : Для обеспечения плавного испарения летучих компонентов при сохранении направленного расположения углеродного слоя необходима многозонная независимая система контроля температуры с постепенным и ступенчатым повышением температуры (например, комнатная температура → 300°C в течение 2 часов выдержки → 600°C в течение 1 часа выдержки → 1000°C в течение 2 часов выдержки).
Типичные области применения: высококачественный искусственный графит для анодов аккумуляторов (например, анод для быстрой зарядки 4C), конечными потребителями являются некоторые высокотехнологичные производственные линии компаний BTR и Shanshan.
3.2. Нефтяной кокс: оптимальное соотношение цены и качества с точки зрения экономической эффективности.
Структурные характеристики: Углеродные слои нефтяного кокса менее упорядочены. После графитизации его емкость и проводимость несколько ниже, чем у игольчатого кокса, но стоимость снижается на 30-50%.
Требования к процессу спекания:
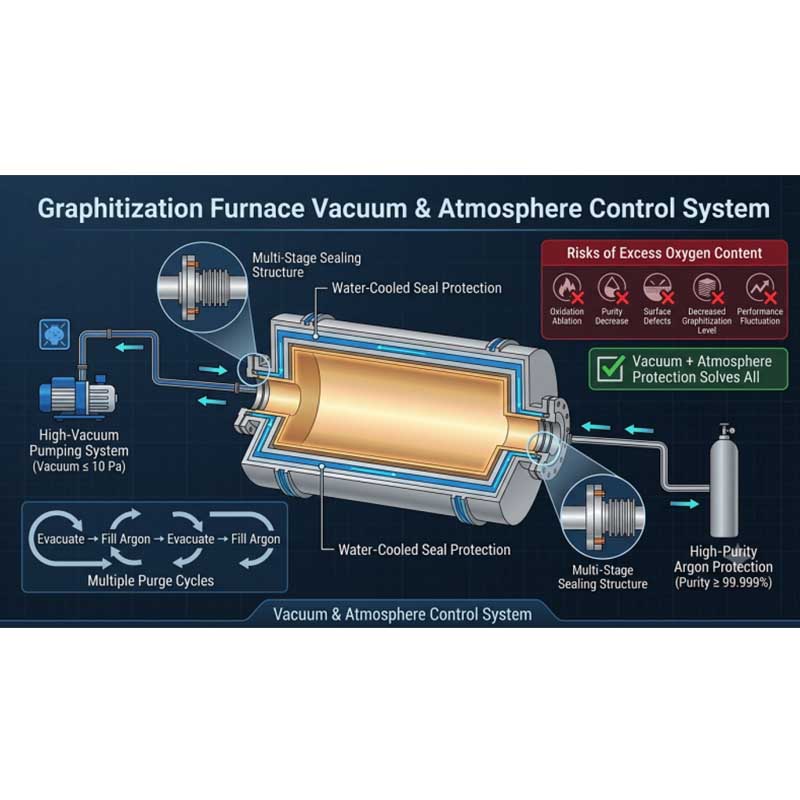
Содержание примесей (серы, золы) в исходном нефтяном коксе относительно высокое. На стадии карбонизации требуется усиленный контроль атмосферы: для предотвращения окисления следует использовать инертные газы (азот/аргон), а для обеспечения плавного отвода серосодержащих газов необходимо избегать ухудшения характеристик отрицательного электрода при циклической работе.
Меры противодействия, связанные с оборудованием: Вакуумная печь для спекания должна иметь функцию переключения атмосферы (сначала откачка для удаления кислорода, затем заполнение азотом для поддержания небольшого избыточного давления), а также должен быть спроектирован разумный вытяжной канал для предотвращения конденсации летучих веществ в печи.
3.3 Сводная таблица показателей стоимости оборудования
| Сырье | Core R isk | Основные возможности вакуумной печи для спекания |
| Игольчатый кокс | Резкое повышение температуры приводит к растрескиванию и анизотропным потерям. | Многозонное независимое регулирование температуры, программируемый ступенчатый нагрев, высокая равномерность температуры (в пределах ±5℃). |
| Нефтяной кокс | Окисление примесей, остаток серы | Предварительный вакуумный отвод отработавших газов, защита инертными газами, эффективная система отвода отработавших газов. |
Для покупателя оборудования (предприятия, производящего материалы для отрицательного электрода): если оно выпускает продукцию как среднего и высокого ценового сегмента, так и низкого ценового сегмента, то вакуумная печь для спекания, способная гибко адаптироваться к различным типам сырья (путем изменения параметров процесса), может значительно повысить коэффициент использования оборудования и рентабельность инвестиций.
Аноды на основе кремния признаны ключевым материалом для следующего поколения литиевых батарей с высокой плотностью энергии. Однако самым большим препятствием на пути их коммерциализации является увеличение объема (превышающее 300%), которое во многом зависит от качества процесса спекания прекурсора.
4.1 Основные типы кремниевых прекурсоров
| Тип анодов | Типы P - рекурсоров | Мишень для спекания T | Трудности |
| Кремниево-углеродный анод | Нанокремний + источник углерода (например, асфальт, глюкоза и т. д.) | Углеродное покрытие имеет однородную и плотную структуру. | Нанокремний очень подвержен окислению и имеет тенденцию к агломерации. |
| Анод из оксида кремния | диоксид кремния
(SiO) |
D- реакция диспропорционирования + углеродное покрытие | Поверхность SiO обладает высокой активностью и чрезвычайно чувствительна к влаге и кислороду. |
4.2 Три основные проблемы процесса спекания
1.Проблема окисления: наночастицы кремния или SiO₂ мгновенно образуют оксидный слой на воздухе, препятствуя прохождению ионов лития. Поэтому весь процесс, от загрузки до разрядки, должен проводиться в вакууме или в инертной атмосфере высокой чистоты.
2.Проблема агломерации : Поверхностная энергия наночастиц кремния чрезвычайно высока, и они склонны к спонтанной агломерации в процессе спекания , что приводит к неравномерному покрытию. Оборудование должно иметь функции вращения/перемешивания или конструкцию с псевдоожиженным слоем для поддержания дисперсии прекурсора во время спекания.
3.Равномерность покрытия : Толщина и плотность углеродного покрытия напрямую влияют на начальную эффективность и срок службы отрицательного электрода на основе кремния. Вакуумная среда способствует лучшему проникновению жидких покрывающих агентов ( таких как расплавленный асфальт ) на поверхность частиц кремния.
4.3 Решения по оборудованию и примеры из практики
| Испытание | Целенаправленная разработка вакуумной печи для спекания | Эффект
(Ссылка на дело) |
| окисление
|
Максимальный уровень вакуума составляет ≤ 10 Па, скорость утечки — ≤ 5 Па·л/с, а весь процесс защищен инертным газом. | Содержание кислорода следует контролировать на уровне ниже 10 ppm. |
| Агломерация | Вращающаяся конструкция внутри печи + ультразвуковая дисперсия | Степень дисперсии частиц кремния увеличена на 40%. |
| Неравномерное покрытие | Несколько температурных зон + программируемый ступенчатый нагрев + этап вакуумной обработки | Отклонение толщины слоя покрытия составляет ≤ ±0,5 мкм. |
Типичные дефекты процесса анода Материал P — прекурсоры в процессе спекания
В реальных производственных условиях в процессе спекания прекурсора часто встречаются следующие типичные дефекты.
| Явление дефекта | основная причина |
| Растрескивание после карбонизации | При слишком быстром повышении температуры летучие компоненты будут интенсивно испаряться, что приведет к термическому напряжению. |
| Окисление поверхности, обесцвечивание | Недостаточная чистота атмосферы (избыточное содержание кислорода) или чрезмерная утечка воздуха из корпуса печи. |
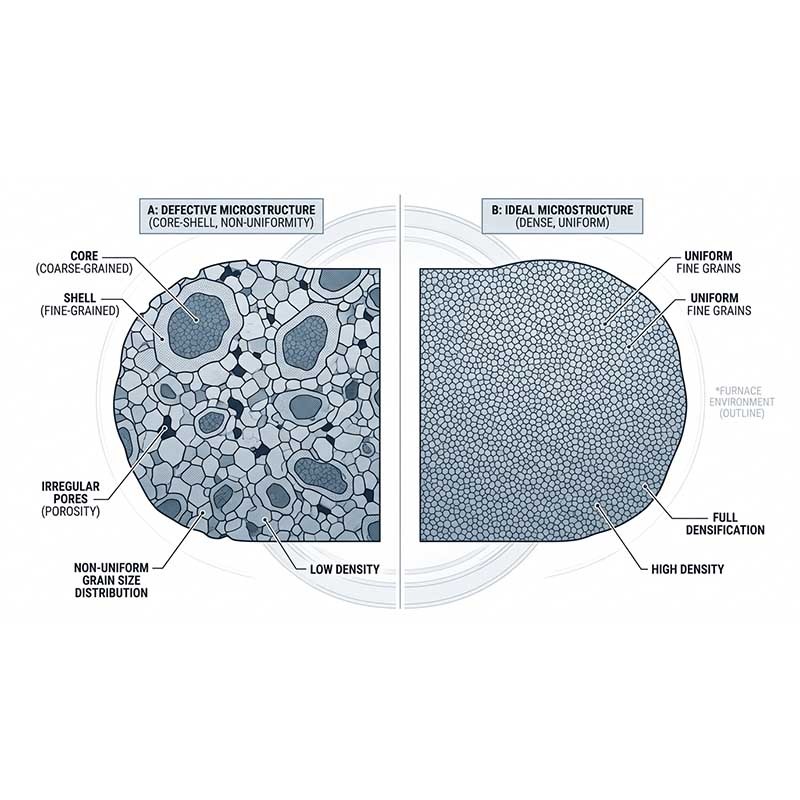
| Значительные колебания производительности между партиями. | Распределение температуры внутри печи неравномерное, что приводит к различным уровням спекания в разных местах. |
| Покрытие отслоилось. | Прочность сцепления между покрывающим материалом и основанием низкая, а карбонизация недостаточна. |
| Порошок разлетается / Пыль поднимается | Скорость вакуумной откачки слишком высока, или же возмущение воздушного потока внутри печи слишком велико. |
| Остаточные примеси (содержание серы, золы) | Отработанные газы не отводятся должным образом, и летучие вещества конденсируются внутри печи. |
Наши вакуумные печи для спекания использовались в пилотных производственных линиях для более чем 10 распространенных в отрасли прекурсоров анодных материалов. Мы накопили базы данных параметров процесса для более чем 10 различных прекурсоров и можем рекомендовать производителям материалов параметры спекания (диапазон температур, время выдержки, точки переключения вакуума/атмосферы). Мы также рекомендуем наиболее подходящий тип печи (однокамерная/многокамерная, горизонтальная/вертикальная, периодическая/полунепрерывная) в зависимости от позиционирования продукта заказчика (высококачественный/экономичный, катод из искусственного графита/кремния) и масштаба производственной мощности.
В отрасли производства анодных материалов для литий-ионных батарей происходит переход от «конкуренции по производственным мощностям» к «конкуренции по технологиям». При этом спекание прекурсоров является той частью процесса, которая обладает самым высоким техническим содержанием и требует наиболее активного участия поставщиков оборудования.
Спекание исходного материала анода — это отнюдь не простой процесс «нагрева»; это активный контроль микроструктуры материала. Различные исходные материалы (игольный кокс, нефтяной кокс, нанокремний, углерод из биомассы) предъявляют совершенно разные требования к температуре, степени вакуума, атмосфере и кривым нагрева.
На основании анализа, представленного в данной статье, можно сделать следующие выводы:
1.Исходный материал определяет предельные характеристики : будь то игольчатый кокс/нефтяной кокс для искусственного графита или нанокремний/SiO₂ для кремниевого анода , качество спекания исходного материала напрямую определяет емкость, начальную эффективность и срок службы конечного анода.
2.Различные прекурсоры предъявляют совершенно разные требования к спекающему оборудованию: игольчатый кокс требует равномерного распределения температуры в нескольких зонах и медленного ступенчатого нагрева; нефтяной кокс требует мощной вытяжной вентиляции и защиты атмосферы; кремнийсодержащие прекурсоры требуют специальных условий.Конструкция обеспечивает высокий вакуум, защиту от окисления и агломерации. Универсальной вакуумной печи для спекания не существует, но модульное оборудование с регулируемыми параметрами процесса может использоваться для различных видов производства.
Если вы разрабатываете определенный тип материала-прекурсора для анодов, или если процесс спекания существующего материала-прекурсора для анодов имеет такие проблемы, как низкий выход продукта, высокое энергопотребление и нестабильность партий, пожалуйста, свяжитесь с нами для обсуждения .