2026-03-24
В условиях продолжающегося бурного развития рынков электромобилей, накопительных электростанций и бытовой электроники требования к плотности энергии, сроку службы и безопасности литий-ионных батарей постоянно растут. Как ключевой компонент батареи, характеристики анодного материала напрямую определяют общую производительность батареи. В процессе производства анодных материалов, от сырья до готовой продукции, вакуумное спекание/термическая обработка является одним из наиболее важных этапов, напрямую влияющих на степень графитизации материала, удельную площадь поверхности, плотность прессования и электрохимические характеристики.
В данной статье систематически объясняются технические принципы спекания анодных материалов для литий-ионных батарей и, с учетом технологических характеристик различных материальных систем, проводится углубленный анализ ключевых контрольных точек критических параметров процесса, что послужит ориентиром для производителей анодных материалов при оптимизации процессов и выборе оборудования.
")
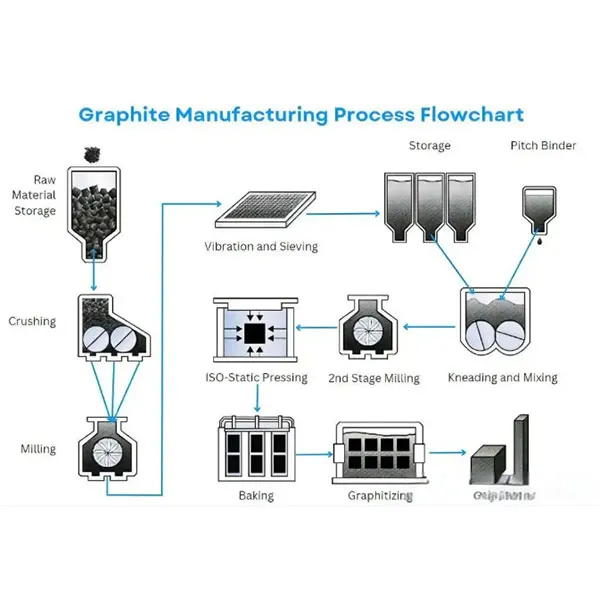
Искусственный графит в настоящее время является наиболее распространенным материалом для анодов коммерческих литий-ионных батарей. Процесс его получения включает такие этапы, как измельчение сырья, гранулирование, графитизация и просеивание . Среди них графитизация представляет собой высокотемпературную термообработку, которая преобразует аморфный углерод (например, нефтяной кокс и игольчатый кокс) в упорядоченную графитовую структуру.
Принцип действия : При высоких температурах 2500-3000℃ атомы углерода получают достаточно энергии для перегруппировки и упорядочивания, образуя слоистую графитовую структуру. Чем выше степень графитизации, тем полнее кристаллическая структура материала, тем сильнее способность к внедрению/извлечению ионов лития и тем выше обратимая емкость.
Механизм реакции :
Для таких материалов, как кремний-углеродные аноды, твердый углерод и мягкий углерод, карбонизация является ключевым процессом. Карбонизация — это процесс пиролиза органических прекурсоров (таких как смола, каучук и биомасса) в инертной атмосфере с образованием углеродного каркаса.
Принцип действия : В диапазоне температур 800-1500℃ не содержащие углерода элементы (H, O, N и др.) в органических прекурсорах удаляются в газообразном виде, а атомы углерода перестраиваются, образуя аморфный углерод или графитоподобные структуры.
Основные положения : Температура карбонизации, скорость нагрева и состав атмосферы напрямую влияют на микроструктуру, пористость и химические свойства поверхности углеродных изделий, тем самым влияя на начальную кулоновскую эффективность материала и циклическую стабильность.
Анодные материалы на основе кремния привлекают большое внимание благодаря своей сверхвысокой теоретической емкости (4200 мАч/г, что более чем в 10 раз превышает емкость графита). Однако кремний демонстрирует значительное объемное расширение (>300%) во время заряда и разряда, что приводит к повреждению структуры электрода. Кремний-углеродные композиты являются эффективным способом решения этой проблемы.
Межфазные реакции в процессе спекания :
1.Интеграция нанокремния в углеродную матрицу: Благодаря низкотемпературному спеканию (600-1000℃) нанокремний равномерно распределяется внутри углеродного каркаса.
2.Формирование углеродного покрытия: После пиролиза источника углерода (например, смолы или глюкозы) на поверхности частиц кремния образуется однородный углеродный слой, который играет роль в компенсации объемного расширения и улучшении проводимости.
3.Контроль стабильности межфазной границы: Для предотвращения окисления кремния и роста зерен необходимо точно контролировать температуру и атмосферу спекания.
")
Процесс получения искусственного графита выглядит следующим образом: кокс → измельчение → гранулирование → графитизация → просеивание → готовый продукт.
Характеристики процесса спекания :
Типичные параметры процесса :
Природный графит уже обладает графитовой структурой, но имеет множество поверхностных дефектов и низкую начальную кулоновскую эффективность, что требует модификации поверхности путем нанесения покрытия.
")
Процесс получения искусственного графита выглядит следующим образом: кокс → измельчение → гранулирование → графитизация → просеивание → готовый продукт.
Характеристики процесса спекания :
Типичные параметры процесса :
Природный графит уже обладает графитовой структурой, но имеет множество поверхностных дефектов и низкую начальную кулоновскую эффективность, что требует модификации поверхности путем нанесения покрытия.
Характеристики процесса спекания :
Карбонизация покрытия : природный графит смешивают с источниками углерода, такими как битум, и смесь спекают при температуре 800-1200℃ для образования плотного углеродного слоя, который заполняет дефекты поверхности и повышает начальную эффективность.
Ключевые контрольные параметры : однородность покрытия, толщина и плотность углеродного слоя.
Типичные параметры процесса :
2.3 Кремниево-углеродный анод
Изготовление кремний-углеродных анодов обычно включает в себя сочетание наночастиц кремния с углеродной матрицей или ее модификацию путем нанесения углеродного покрытия.
")
Процесс получения искусственного графита выглядит следующим образом: кокс → измельчение → гранулирование → графитизация → просеивание → готовый продукт.
Характеристики процесса спекания :
Типичные параметры процесса :
Природный графит уже обладает графитовой структурой, но имеет множество поверхностных дефектов и низкую начальную кулоновскую эффективность, что требует модификации поверхности путем нанесения покрытия.
Характеристики процесса спекания :
Карбонизация покрытия : природный графит смешивают с источниками углерода, такими как битум, и смесь спекают при температуре 800-1200℃ для образования плотного углеродного слоя, который заполняет дефекты поверхности и повышает начальную эффективность.
Ключевые контрольные параметры : однородность покрытия, толщина и плотность углеродного слоя.
Типичные параметры процесса :
2.3 Кремниево-углеродный анод
Изготовление кремний-углеродных анодов обычно включает в себя сочетание наночастиц кремния с углеродной матрицей или ее модификацию путем нанесения углеродного покрытия.
Характеристики процесса спекания :
1.Низкотемпературное композитное спекание : нанокремний смешивается с углеродными прекурсорами (такими как смола, глюкоза, ПВА и т. д.) и карбонизируется при температуре 600-1000℃ для прочного соединения углеродной матрицы с частицами кремния.
2.Ключевые контрольные моменты : Температура спекания должна строго контролироваться, чтобы предотвратить рост зерен кремния (зерна кремния легко растут при температурах выше 1000℃); атмосфера должна быть инертной, чтобы предотвратить окисление кремния.
3.Типичные параметры процесса :
Твердый углерод является основным материалом для анодов натрий-ионных батарей, а также может использоваться в качестве быстрозаряжаемого анода для литий-ионных батарей. Твердый углерод получают путем карбонизации биомассы (кокосовая скорлупа, солома, крахмал и т. д.) или смол (фенольная смола, фурфуральная смола и т. д.).
Характеристики процесса спекания :
Типичные параметры процесса :
1.Температура предварительной карбонизации: 400-600℃, выдержка 1-2 часа.
2.Температура карбонизации: 1200-1500℃, время выдержки: 4-8 часов.
3.Атмосфера: инертная атмосфера (азот или аргон).
Максимальная температура :
Скорость нагрева :
Слишком высокая скорость нагрева может привести к:
Время изоляции :
3.2 Контроль атмосферы
Защитная атмосфера :
Управление делителем напряжения :
Обработка выхлопных газов :
В процессе карбонизации образуются такие газы, как смола, метан и водород, которые необходимо собирать и очищать для предотвращения загрязнения и создания угроз безопасности.
Спекание под давлением :
Для некоторых анодных материалов спекание под давлением может улучшить плотность прессования и механическую прочность изделия.
Диапазон давления: 0,1–10 МПа, в зависимости от свойств материала и технологических требований.
Беспрессовое спекание :
Большинство анодных материалов производятся методом спекания без давления, основанным на собственной усадке и уплотнении материала.
Равномерность температурного поля напрямую влияет на однородность партий продукции:
| Проблемы качества | Возможные причины | Меры контроля процесса |
| Недостаточная графитизация | Недостаточная максимальная температура и короткое время поддержания температуры. | Увеличьте максимальную температуру или продлите время поддержания температуры. |
| Удельная площадь поверхности превышает стандарт. | Неправильный контроль атмосферы и чрезмерно высокая температура карбонизации | Оптимизация чистоты атмосферы и снижение температуры карбонизации. |
| Низкая начальная кулоновская эффективность | Многочисленные дефекты поверхности и неполное покрытие. | Оптимизировать процесс нанесения покрытия и повысить температуру карбонизации. |
| Низкая производительность цикла | Нестабильная структура, интеграция интерфейсов | Оптимизировать температуру и время спекания, а также улучшить структуру композита. |
| окисление продукта | Утечка вакуума, загрязненная атмосфера | Усиление системы обнаружения утечек и повышение чистоты атмосферы. |
| Низкая стабильность качества партии | Неравномерное температурное поле и колебания технологического процесса | Оптимизация равномерности температурного поля и обеспечение автоматизированного управления технологическим процессом. |
| Растрескивание/деформация изделия | Чрезмерный нагрев и неправильный способ зарядки | Снизить скорость нагрева и оптимизировать способ зарядки. |
Систематический обзор принципов и управления процессом спекания анодных материалов литий-ионных батарей показывает, что преобразование сырья в высокоэффективные анодные материалы в значительной степени зависит от точного контроля ключевых параметров, таких как температура, атмосфера и давление. Различные материальные системы — искусственный графит, природный графит, кремний-углеродные аноды и твердый углерод — каждая имеет уникальные технологические пути, что предъявляет более высокие требования к оборудованию для спекания: оно должно не только обеспечивать стабильное и равномерное температурное поле, но и обладать гибкой адаптивностью процесса и надежной автоматизированной системой управления .
Наша компания уже давно и активно работает в области вакуумного спекания. Ориентируясь на потребности в спекании анодных материалов для литиевых батарей, мы разработали серию высокоточных печей для графитизации, печей для карбонизации и специализированных печей для спекания кремний-углеродных анодов , обладающих следующими ключевыми преимуществами:
")
Мы предоставляем индивидуальные решения по спеканию для многочисленных ведущих компаний-производителей анодных материалов, помогая клиентам снижать такие затраты, как потребление энергии на нагрев. Если вы ищете стабильное и эффективное оборудование для спекания анодных материалов или вам необходимо оптимизировать существующие процессы, пожалуйста, свяжитесь с нами для получения технических решений и рекомендаций по параметрам процесса. Мы с нетерпением ждем возможности сотрудничать с вами, чтобы совместно вывести технологию анодных материалов на новый уровень производительности и снижения затрат.